изготовление формы, литье грузил, станок, тигель
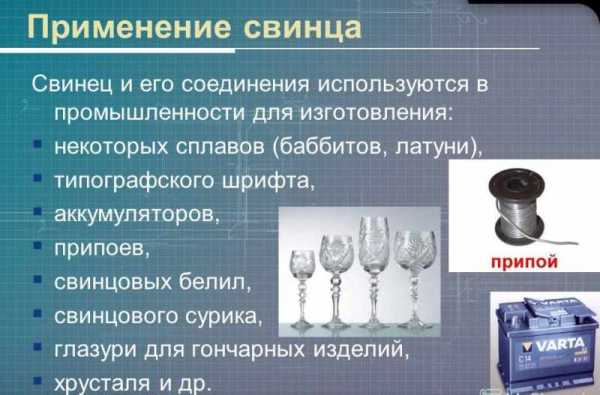
Свинец и его сплавы широко используют для изготовления шрифтов, подшипников скольжения и множества небольших деталей. Кроме того, свинец является основным компонентом аккумуляторных батарей разной емкости.
 Свинец
СвинецВ быту свинец используют для получения рыболовных снастей, грузов для балансировки колес и пр.
Большая часть деталей машин и узлов, изготавливаемых с использованием свинца, производят, применяя литейные технологии.
Технологический процесс литья из свинца
Свинцовые сплавы — это многокомпонентные составы, которые могут содержать в своем составе до 10% меди. Ее наличие существенно повышает температуру плавления. Второй по значимости компонент – сурьма. Основное достоинство свинцовых сплавов является то, что для работы с ними можно использовать формы практически любой конфигурации, при довольно небольших давлениях. Температура плавления свинца довольно небольшая – 325-350 градусов и это позволяет отливать свинцовые детали в домашних условиях.
Для литья свинца применяют технологию литья под давлением. В качестве печей для расплава применяют оборудование, работающее на различных видах топлива – газа, мазута, кокса и электрической энергии. Это оборудование должно обеспечивать выполнение следующих требований:
1. Минимальное время, затрачиваемое на плавку.
2. Минимальные потери материала.
3. Минимальный расход топлива.
4. Безопасную и комфортную работу.
Для получения расплава свинца и его сплава температуры обеспечиваемой в печах достаточно для плавления свинца.
Обработку свинца производят в тигельных печах. Главное отличие этого класса оборудования заключается в том, что расплав не входит в контакт с продуктами сгорания топлива. Свинец и его сплава плавят в печах с металлическими или графитовыми тиглями, которые могут работать на нескольких видах топлива.
Тигельные печи выпускают в двух исполнениях:
• стационарное;
• поворотное.
Печи с графитовыми тиглями для литья позволяют выполнять плавку различных металлов – и свинец, и олово, и алюминий. Причем переход с одного металла на другой происходит с минимальными затратами. Но тигли, выполненные из графита, обладают невысокой стойкостью и поэтому чаще применяют тигли, выполненные из чугуна.

Процесс литья свинца
Процедура получения свинцовых деталей выглядит следующим образом. Свинцовые чушки или лом погружают, где и происходит переход свинца из твердого состояния в жидкое. После этого жидкий материал разливают по подготовленным моделям.
Принцип отливок в промышленности и домашнем хозяйстве одинаков, ключевые различия заключаются только в масштабах.
Формы для выплавки свинца
Как уже отмечалось ранее, свинец для получения деталей отливают в формы. Формы для литья изготавливают из разных материалов – в промышленности используют сталь, чугун, графит, алюминиевые сплавы. В домашних условиях используют песок, гипс, силикон и другие материалы.
Форма свинцовой отливки может быть изготовлена руками, но чаще всего применяют механизированное оборудование. Тем более что во многих домашних мастерских можно встретить хоббийное механическое оборудование.
Конструктивно форма для отливки свинцовых изделий состоит из нескольких частей:
1. Собственно форма, как правило, включающая в свой состав две части.
2. Плавкие или неплавкие стержни, направляющие и замки.
Для изготовления гипсовой формы необходимо подготовить две коробки, выполненные из дерева. Затем, гипс, разведенный до сметанообразного состояния гипс, заливают в деревянную коробку. После того как через некоторое время гипс начнет застывать, в это время можно в него установить будущее изделие. При этом оно, должно быть, погружено в гипс наполовину. Так будет сформирована первая половина формы. Аналогичную операцию необходимо выполнить для получения второй формы. После того как гипс высохнет форма будет готова. Для того, что бы можно было заливать расплавленный свинец во время изготовления формы необходимо сформировать литьевое отверстие.

Формы для литья цинковых изделий
Перед тем как залить в форму ее рабочую поверхность необходимо смазать маслом. Это облегчит в дальнейшем разборку формы. После того как заготовка готова ее достают из формы и подвергают механической обработке.
Детали можно получать, применяя различные виды материалов для изготовления форм. Например, литье в металлические формы, это самый распространенный вид, применяемый на производстве. Для изготовления форм применяют чугун, сталь и алюминий. В промышленных масштабах изготовление литейных форм из металла не составляет особого труда. Вся документация, необходимая для изготовления форм, разрабатывается в конструкторском бюро и передается в производство, где и происходит ее изготовление.

Силиконовая форма для литья свинца
Один из способов получения свинцовых отливок — это литье свинца в силиконовую форму. Изготовление литьевой формы из силикона, пожалуй, самое длительное по времени. Дел в том, что практически все операции по созданию формы производят вручную, нанося силикон на макет слоями и тщательно его, выравнивая руками. Кроме того, надо учитывать, что нанесенный слой должен просохнуть, а это 10 – 15 минут. Но в этом случае результат оправдывает ожидания и на выходе будет получена многооборотная форма.
Литье свинца под давлением
Технологию литья под давлением применяют в том случае, если стоит задача производства небольших отливок с тонкими стенками.
Эта технология имеет определенные преимущества:
1. Высокая точность отливок.
2. Высокое качество поверхности.
3. Отсутствие необходимости проведения дальнейшей механический обработки отлитых изделий.
4. Возможность изготовления заготовок со сложной конфигурацией.
5. Высокая производительность комплекса литья под давлением.
6. Низкое количество некондиционных изделий.
7. Экономия средств и ресурсов при изготовлении крупных партий отливок.
Область применения литья из свинца
Свинец входит в первую пятерку используемых в быту и промышленности цветных металлов. Он уступает только алюминию, меди и цинку.
Свойства свинца и определили сферу его применения. Основной потребитель этого металла предприятия по производству аккумуляторных батарей. Это вызвано тем, что свинец обладает высокой стойкостью к воздействию щелочей. Для установки в аккумуляторы используют решетки, выполненные из сплава свинца и сурьмы.
Определенные объемы свинца применяют для нужд электротехники, его используют для производства кабельно-проводниковой промышленности. Производство топлива также не обходится без свинца. Из него производят тетраэтилсвинц, используемый для повышения эксплуатационных характеристик топлива.
Область применения литья из свинца
Использование ядерной энергии породило множество технических проблем и одна из них – защита от радиации. Свинец поглощает гамма-лучи именно это свойство, позволило использовать свинец для защиты от радиации.
Лакокрасочная промышленность потребляет большое количество свинца, из его оксида производят сурик.
Литье из свинца в домашних условиях
Литье свинца в домашних условиях вполне осуществимо. Для получения расплава свинца достаточно обеспечить его разогрев до температуры 327 градусов. Для этого можно использовать газовую плиту, горелку. Некоторые умельцы умудряются использовать промышленные фены, способные разогреть воздух до 500 градусов.

Область применения свинца в домашних условиях
Как правило, литье в домашних условиях производят с целью получений рыболовной оснастки – грузил, блесен. Кроме того, из свинца отливают фигурки солдатиков, части ювелирных изделий и пр.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Изготовление форм для литья из свинца из герметика и гипса
Рыбная ловля — это увлечение требующая немалых финансовых затрат, и многие из нас по возможности их сокращают изготавливая приманки и расходные материалы своими руками. Помимо экономии немалую роль играет и удовольствие, которое рыболов получает и от поимки рыбы на снасти, изготовленные своими руками. Для любителей джиговой ловли груза являются одной из основных статей расхода. Особенно жалко терять груза на микроджиге, так как при весе 1-7 грамм их стоимость сопоставима с грузами для тяжелого джига.
Так вот я как и многие из нас лью груза самостоятельно и испробовал множество различных способов изготовления форм начиная с классики — гипса и заканчивая алюминием.
Про гипсовые формы думаю много писать не стоит. Каждый, кто пробовал лить, что либо из легко плавких металлов использовал его для изготовления форм. Что я могу сказать про гипсовые формы; так это то, что их изготовление довольно несложное, малозатратное, позволяющее копировать любые сложные формы, то есть изготавливать формы не простых чебурашек, а и груза с более сложной геометрической формы. Например, груза в виде рыбьей головы, где видны рот, жабры и глазки. Что, конечно, не увеличит ваш улов, но, согласитесь, при выборе приманок рыболов берет то, что ему нравится и только потом то, что по его мнению понравится рыбе. Все вышеперечисленное является неотъемлемыми огромными плюсами гипсовых форм, но один огромный минус, который зачастую перекрывает все плюсы — это срок службы. То есть одной формы хватает на одну, две — максимум пять отливок хорошего качества. После форма начинает крошиться, трескаться и качество литья получается с наплывами и шероховатостями, что, конечно, не влияет на качество рыбной ловли, но выглядит это все некрасиво и порой приходится тратить время и силы на удаление излишних наплывов, что тоже огромный минус. В общем, гипсовые формы делать можно и даже нужно, но если вам требуется сделать одну, две копии.
Что касаемо форм из алюминия, безусловно, эти формы долговечные — их хватает как минимум на пару тысяч качественных отливок, но есть огромное «но», стоят они довольно дорого, а изготовить их самостоятельно не имея доступа к сложному металлообрабатывающему оборудованию довольно сложно, а порой даже невозможно. Да и найти материал, из которого изготавливают формы довольно сложно.
Я делал формы для литья ушастых чебурашек следующим способом, который можно применить в гаражных условиях. Брал две пластины алюминия толщиной превышающий радиус чебурашки как минимум на 4 мм вырезал два равных кусочка затем сверлил отверстия разными диаметрами и разной глубины увеличивая глубину при уменьшении диаметра сверла так, чтобы не превышать размеры полусферы необходимого груза. Для большей ясности смотрите схему.
Затем две полу формы соединяются между ними в насверленные углубления вставляется шарик от подшипника соответствующего диаметра и прессуется для того, чтобы сгладить ступеньки образовавшиеся при сверлении. Затем плоскость сопряжения полуформ обрабатываем напильником, снова прессуем и эта действия повторяем пока две половинки формы не будут идеально прилегать друг к другу. После этого, не вынимая металлического шарика из сопряженных форм, сверлом делаем отверстия для центрирующих отверстий. Только затем сверлим отверстия для литника и отвода газов.
На данный момент для себя я нашел один способ изготовления форм для литья грузил, который, по моему мнению, идеально сочетает в два важных фактора: простоту изготовления и долговечность формы. Помимо этого, мои формы (как и гипсовые) просты в изготовлении и копируют даже мелкие детали, такие как цифры обозначающие вес, глазки, рот, жабры на грузиках «рыбья голова». Наряду с выше перечисленными качествами, эти формы долговечные и обходятся немногим дороже гипсовых.
И так свои формы я делаю из термостойкого герметика.
Рисунок №1
Данный герметик использую по причине его халявного наличия.
И гипса. Рисунок №2
Можно использовать любой силиконовый термостойкий герметик, любой автомобильный или момент гермент.
Рисунок №3
Итак, берем тару (в качестве тары использую пластиковую баночку) и насыпаем в нее горсть гипса. В гипс добавляем небольшое количество герметика и деревянной палочкой от мороженного размешиваем до тех пор пока весь герметик не перемешается с гипсом.
Рисунок №4
Затем получившуюся массу высыпаем на целлофановый пакет и месим как тесто при необходимости добавляем гипс. Вымешиваем до тех пор, пока не получим однородную эластичную массу по консистенции как тесто для пельменей.
Рисунок №5
После этого массу укладываем в опалубку. Предварительно ее необходимо обсыпать гипсом, который выполняет роль разделителя и не дает массе прилипнуть к опалубке. Функцию опалубки у меня выполняет контейнер для приманок. Затем выкладываем наше тесто в опалубку плотно прижимаем и выравниваем верхнюю плоскость.
Рисунок №6
В получившуюся заготовку наполовину вдавливаем груз копию которого мы хотим изготовить, предварительно обмазав гипсом, плоскость заготовки и сам шаблон. Подравниваем плоскость, чтобы масса плотно облегала шаблон. В качестве шаблона можно использовать не только готовые груза, но и авторские формы изготовленные, например, из полимерной глины.
Рисунок №7
После того как первая полуформа высохнет в ней делам минимум углубления в свободном месте на ее плоскость для центровки форм. Затем делаем новый замес обмазываем первую полуформу шаблона сухим гипсом (не забываем про разделитель) и на первую полуфурму выкладываем вторую порцию теста плотно прижав ее во избежание образования пустот.
Рисунок №8
Ждем высыхания, извлекаем форму из опалубки, канцелярским ножом вырезаем литник и ждем полной полимеризации. Обычно, это составляет 12 часов и форма готова к употреблению.
Рисунок №9
Рисунок №10
Рисунок №11
Если у кого возникнут вопросы, пишите. Есть немного видео — снимал для товарища — но качество не очень, так как снимал на телефон. Если кому потребуется, могу скинуть на почту или мессенджер.
fmagazin.ru
Из чего сделать форму для отливки свинца — Здесь рыба
Рыбная ловля — это увлечение требующая немалых финансовых затрат, и многие из нас по возможности их сокращают изготавливая приманки и расходные материалы своими руками. Помимо экономии немалую роль играет и удовольствие, которое рыболов получает и от поимки рыбы на снасти, изготовленные своими руками. Для любителей джиговой ловли груза являются одной из основных статей расхода. Особенно жалко терять груза на микроджиге, так как при весе 1-7 грамм их стоимость сопоставима с грузами для тяжелого джига.
Так вот я как и многие из нас лью груза самостоятельно и испробовал множество различных способов изготовления форм начиная с классики — гипса и заканчивая алюминием.
Про гипсовые формы думаю много писать не стоит. Каждый, кто пробовал лить, что либо из легко плавких металлов использовал его для изготовления форм. Что я могу сказать про гипсовые формы; так это то, что их изготовление довольно несложное, малозатратное, позволяющее копировать любые сложные формы, то есть изготавливать формы не простых чебурашек, а и груза с более сложной геометрической формы. Например, груза в виде рыбьей головы, где видны рот, жабры и глазки. Что, конечно, не увеличит ваш улов, но, согласитесь, при выборе приманок рыболов берет то, что ему нравится и только потом то, что по его мнению понравится рыбе.
Что касаемо форм из алюминия, безусловно, эти формы долговечные — их хватает как минимум на пару тысяч качественных отливок, но есть огромное «но», стоят они довольно дорого, а изготовить их самостоятельно не имея доступа к сложному металлообрабатывающему оборудованию довольно сложно, а порой даже невозможно. Да и найти материал, из которого изготавливают формы довольно сложно.
Я делал формы для литья ушастых чебурашек следующим способом, который можно применить в гаражных условиях. Брал две пластины алюминия толщиной превышающий радиус чебурашки как минимум на 4 мм вырезал два равных кусочка затем сверлил отверстия разными диаметрами и разной глубины увеличивая глубину при уменьшении диаметра сверла так, чтобы не превышать размеры полусферы необходимого груза. Для большей ясности смотрите схему.
Затем две полу формы соединяются между ними в насверленные углубления вставляется шарик от подшипника соответствующего диаметра и прессуется для того, чтобы сгладить ступеньки образовавшиеся при сверлении. Затем плоскость сопряжения полуформ обрабатываем напильником, снова прессуем и эта действия повторяем пока две половинки формы не будут идеально прилегать друг к другу. После этого, не вынимая металлического шарика из сопряженных форм, сверлом делаем отверстия для центрирующих отверстий. Только затем сверлим отверстия для литника и отвода газов.
На данный момент для себя я нашел один способ изготовления форм для литья грузил, который, по моему мнению, идеально сочетает в два важных фактора: простоту изготовления и долговечность формы. Помимо этого, мои формы (как и гипсовые) просты в изготовлении и копируют даже мелкие детали, такие как цифры обозначающие вес, глазки, рот, жабры на грузиках «рыбья голова». Наряду с выше перечисленными качествами, эти формы долговечные и обходятся немногим дороже гипсовых.
И так свои формы я делаю из термостойкого герметика.
Рисунок №1

Данный герметик использую по причине его халявного наличия.
И гипса. Рисунок №2

Можно использовать любой силиконовый термостойкий герметик, любой автомобильный или момент гермент.
Рисунок №3

Итак, берем тару (в качестве тары использую пластиковую баночку) и насыпаем в нее горсть гипса. В гипс добавляем небольшое количество герметика и деревянной палочкой от мороженного размешиваем до тех пор пока весь герметик не перемешается с гипсом.
Рисунок №4

Затем получившуюся массу высыпаем на целлофановый пакет и месим как тесто при необходимости добавляем гипс. Вымешиваем до тех пор, пока не получим однородную эластичную массу по консистенции как тесто для пельменей.
Рисунок №5

После этого массу укладываем в опалубку. Предварительно ее необходимо обсыпать гипсом, который выполняет роль разделителя и не дает массе прилипнуть к опалубке. Функцию опалубки у меня выполняет контейнер для приманок. Затем выкладываем наше тесто в опалубку плотно прижимаем и выравниваем верхнюю плоскость.
Рисунок №6

В получившуюся заготовку наполовину вдавливаем груз копию которого мы хотим изготовить, предварительно обмазав гипсом, плоскость заготовки и сам шаблон. Подравниваем плоскость, чтобы масса плотно облегала шаблон. В качестве шаблона можно использовать не только готовые груза, но и авторские формы изготовленные, например, из полимерной глины.
Рисунок №7

После того как первая полуформа высохнет в ней делам минимум углубления в свободном месте на ее плоскость для центровки форм. Затем делаем новый замес обмазываем первую полуформу шаблона сухим гипсом (не забываем про разделитель) и на первую полуфурму выкладываем вторую порцию теста плотно прижав ее во избежание образования пустот.
Рисунок №8

Ждем высыхания, извлекаем форму из опалубки, канцелярским ножом вырезаем литник и ждем полной полимеризации. Обычно, это составляет 12 часов и форма готова к употреблению.
Рисунок №9

Рисунок №10

Рисунок №11

Рисунок №12

Если у кого возникнут вопросы, пишите. Есть немного видео — снимал для товарища — но качество не очень, так как снимал на телефон. Если кому потребуется, могу скинуть на почту или мессенджер.
Источник: fMagazin.ru
Форма для грузил из герметика
 Форму для изготовления грузил или спиннинговых приманок без особых трудностей можно сделать и самостоятельно, используя гипс или силиконовый герметик, а также готовый образец. К примеру, легко и к тому же весьма необычно изготавливается форма из герметика по типу «Гермесила» и ему подобных. Главный фактор при выборе герметика – это его способность не менять физические свойства при воздействии высоких температур.
Форму для изготовления грузил или спиннинговых приманок без особых трудностей можно сделать и самостоятельно, используя гипс или силиконовый герметик, а также готовый образец. К примеру, легко и к тому же весьма необычно изготавливается форма из герметика по типу «Гермесила» и ему подобных. Главный фактор при выборе герметика – это его способность не менять физические свойства при воздействии высоких температур.
Предельные верхние показатели допустимой температуры для большинства распространенных герметиков составляют от 150 до 180°С.
В связи с этим использование чистого свинца для литья грузил не слишком уместно, так как его температура плавления достигает 350°С. Но можно взять некоторые сплавы, а именно типографский сплав, сплавы Вуда или Розе. Их температура плавления колеблется в диапазоне 60-110°, а потому при использовании таких сплавов силиконовая форма прослужит вам долгое время и отливки грузил будут качественными.
Если же за материал для грузил будет взят свинец, изготовленная форма для литья выдержит примерно 8-10 отливок. Также стоит отметить, что с каждым разом свинцовое грузило будет всё больше отдаляться от изначального идеала по причине постепенного выгорания формы з герметика.
Силиконовый герметик можно купить в специализированных магазинах со строительными материалами или же в авто-магазинах.
Хотя такая форма для литья на первый взгляд может показаться совсем ненадёжной, на деле она выдерживает довольно высокую температуру, и благодаря своим свойствам позволит сделать грузило или приманку практически любой формы.
Изготовление формы для литья грузиков

Изготовить форму не так сложно. Сначала берём небольшую коробку и полностью заполняем её качественным герметиком. При заполнении следите за тем, чтобы не образовывались пузырьки.
Далее оригинальный грузик нужно смазать раствором воска или парафина в бензине. После высыхания грузило на тонкой проволоке полностью опускается в герметик, но при этом оно не должно касаться стенок самой коробочки.
В таком положении образец грузика должен пребывать до затвердевания герметика. Из-за особенностей герметика этот процесс может длиться как пару дней, так и затянуться на 5-6 суток. До полной полимеризации грузик не вынимаем.
После затвердевания вещества вырезаем маленькое отверстие, через которое извлекаем образец грузила. Эластичная форма готова, а значит можно попробовать сделать свой собственный грузик из свинца или его сплава.
Заливка металла осуществляется через то самое отверстие, которое вы сделали ранее для извлечения оригинального грузика-образца. Благодаря своим уникальным физическим свойствам силиконовая форма позволяет легко доставать самодельные грузила или приманки, после чего она принимает свой начальный вид и снова готова к использованию.
Как покрасить свинец
Алюминиевые формы для литья грузиков



Источник: fisher-book.ru
Технологический процесс литья из свинца
Свинцовые сплавы — это многокомпонентные составы, которые могут содержать в своем составе до 10% меди. Ее наличие существенно повышает температуру плавления. Второй по значимости компонент – сурьма. Основное достоинство свинцовых сплавов является то, что для работы с ними можно использовать формы практически любой конфигурации, при довольно небольших давлениях. Температура плавления свинца довольно небольшая – 325-350 градусов и это позволяет отливать свинцовые детали в домашних условиях.
Для литья свинца применяют технологию литья под давлением. В качестве печей для расплава применяют оборудование, работающее на различных видах топлива – газа, мазута, кокса и электрической энергии. Это оборудование должно обеспечивать выполнение следующих требований:
1. Минимальное время, затрачиваемое на плавку.
2. Минимальные потери материала.
3. Минимальный расход топлива.
4. Безопасную и комфортную работу.
Для получения расплава свинца и его сплава температуры обеспечиваемой в печах достаточно для плавления свинца.
Обработку свинца производят в тигельных печах. Главное отличие этого класса оборудования заключается в том, что расплав не входит в контакт с продуктами сгорания топлива. Свинец и его сплава плавят в печах с металлическими или графитовыми тиглями, которые могут работать на нескольких видах топлива.
Тигельные печи выпускают в двух исполнениях:
• стационарное;
• поворотное.
Печи с графитовыми тиглями для литья позволяют выполнять плавку различных металлов – и свинец, и олово, и алюминий. Причем переход с одного металла на другой происходит с минимальными затратами. Но тигли, выполненные из графита, обладают невысокой стойкостью и поэтому чаще применяют тигли, выполненные из чугуна.
Процедура получения свинцовых деталей выглядит следующим образом. Свинцовые чушки или лом погружают, где и происходит переход свинца из твердого состояния в жидкое. После этого жидкий материал разливают по подготовленным моделям.
Принцип отливок в промышленности и домашнем хозяйстве одинаков, ключевые различия заключаются только в масштабах.
Формы для выплавки свинца
Как уже отмечалось ранее, свинец для получения деталей отливают в формы. Формы для литья изготавливают из разных материалов – в промышленности используют сталь, чугун, графит, алюминиевые сплавы. В домашних условиях используют песок, гипс, силикон и другие материалы.
Форма свинцовой отливки может быть изготовлена руками, но чаще всего применяют механизированное оборудование. Тем более что во многих домашних мастерских можно встретить хоббийное механическое оборудование.
Конструктивно форма для отливки свинцовых изделий состоит из нескольких частей:
1. Собственно форма, как правило, включающая в свой состав две части.
2. Плавкие или неплавкие стержни, направляющие и замки.
Для изготовления гипсовой формы необходимо подготовить две коробки, выполненные из дерева. Затем, гипс, разведенный до сметанообразного состояния гипс, заливают в деревянную коробку. После того как через некоторое время гипс начнет застывать, в это время можно в него установить будущее изделие. При этом оно, должно быть, погружено в гипс наполовину. Так будет сформирована первая половина формы. Аналогичную операцию необходимо выполнить для получения второй формы. После того как гипс высохнет форма будет готова. Для того, что бы можно было заливать расплавленный свинец во время изготовления формы необходимо сформировать литьевое отверстие.
Перед тем как залить в форму ее рабочую поверхность необходимо смазать маслом. Это облегчит в дальнейшем разборку формы. После того как заготовка готова ее достают из формы и подвергают механической обработке.
Детали можно получать, применяя различные виды материалов для изготовления форм. Например, литье в металлические формы, это самый распространенный вид, применяемый на производстве. Для изготовления форм применяют чугун, сталь и алюминий. В промышленных масштабах изготовление литейных форм из металла не составляет особого труда. Вся документация, необходимая для изготовления форм, разрабатывается в конструкторском бюро и передается в производство, где и происходит ее изготовление.
Один из способов получения свинцовых отливок — это литье свинца в силиконовую форму. Изготовление литьевой формы из силикона, пожалуй, самое длительное по времени. Дел в том, что практически все операции по созданию формы производят вручную, нанося силикон на макет слоями и тщательно его, выравнивая руками. Кроме того, надо учитывать, что нанесенный слой должен просохнуть, а это 10 – 15 минут. Но в этом случае результат оправдывает ожидания и на выходе будет получена многооборотная форма.
Литье свинца под давлением
Технологию литья под давлением применяют в том случае, если стоит задача производства небольших отливок с тонкими стенками.
Эта технология имеет определенные преимущества:
1. Высокая точность отливок.
2. Высокое качество поверхности.
3. Отсутствие необходимости проведения дальнейшей механический обработки отлитых изделий.
4. Возможность изготовления заготовок со сложной конфигурацией.
5. Высокая производительность комплекса литья под давлением.
6. Низкое количество некондиционных изделий.
7. Экономия средств и ресурсов при изготовлении крупных партий отливок.
Область применения литья из свинца
Свинец входит в первую пятерку используемых в быту и промышленности цветных металлов. Он уступает только алюминию, меди и цинку.
Свойства свинца и определили сферу его применения. Основной потребитель этого металла предприятия по производству аккумуляторных батарей. Это вызвано тем, что свинец обладает высокой стойкостью к воздействию щелочей. Для установки в аккумуляторы используют решетки, выполненные из сплава свинца и сурьмы.
Определенные объемы свинца применяют для нужд электротехники, его используют для производства кабельно-проводниковой промышленности. Производство топлива также не обходится без свинца. Из него производят тетраэтилсвинц, используемый для повышения эксплуатационных характеристик топлива.
Использование ядерной энергии породило множество технических проблем и одна из них – защита от радиации. Свинец поглощает гамма-лучи именно это свойство, позволило использовать свинец для защиты от радиации.
Лакокрасочная промышленность потребляет большое количество свинца, из его оксида производят сурик.
Литье из свинца в домашних условиях
Литье свинца в домашних условиях вполне осуществимо. Для получения расплава свинца достаточно обеспечить его разогрев до температуры 327 градусов. Для этого можно использовать газовую плиту, горелку. Некоторые умельцы умудряются использовать промышленные фены, способные разогреть воздух до 500 градусов.
Как правило, литье в домашних условиях производят с целью получений рыболовной оснастки – грузил, блесен. Кроме того, из свинца отливают фигурки солдатиков, части ювелирных изделий и пр.
Источник: StankiExpert.ru
zdesriba.online
Cоздание формы для литья свинцовых грузов
Для начала позвольте мне рассказать про мои неудачные опыты в создании формы для литья свинцовых грузов. Возможно это удержит многих от повторения моего печального опыта. Для тех, кто желает перейти к сути проверенного рабочего способа – читайте пункт 2.
1. Пробы и ошибки.
В поисках способа литья грузов мной было прочитано много материалов. Чего только не читал и про груза с зажимами, и деревянные формы, и формы из стали, со сменными (вставными) рожками для отверстий в грузах. Но мне показалось все это через чур трудоемко в условиях 9-и этажки с минимальным набором инструментов и материалов. Потому решил делать литьевую форму из строительных материалов (гипс, финишная шпаклевка, цемент, глина …). Для начала собрал разборный ящичек из найденных на балконе грубых досточек и кусочка ДСП для дна. Скажу сразу, о его красоте совсем не думал, потому собрал его за 20 минут. Распилил доску на 4 части, почти на глазок. Прикрутил саморезами 2 противоположные стороны к дну. Остальные две стороны вставляются между ними и прикручиваются все теми же саморезами к уже стоящим сторонам. Для того, чтобы достать готовую форму – снимаются две стороны, которые не прикреплены ко дну.
Сначала было решение делать груза на проволочных зажимах. Для этого купил пластилин, из него сделал форму и опустил ее в подготовленный раствор из финишной шпаклевки кнауф. После полного застывания (порядка 4 суток) достал пластилин. Но на форме были раковины и прочие неровности. Зашпаклевал их и после высыхания отшлифовал всю форму. Нашел сталистую проволоку. Но зажим сразу гнуть не стал, а просто залил в свинец петлю. После того как свинец застыл. Достать груз не удалось, несмотря на всю гладкость формы. Пришлось расколоть ее напополам. Впрочем, если стянуть ее проволокой можно лить и лить, а потом половиня форму (просто развязывая стяжку) доставать грузы. Но меня это не устроило, потому как потом много намучался с изгибом сталистой проволоки. Забросил эту идею.
Решил лить стандартные грузы. Из пластилина попытался сделать красивую форму, не получилось. «Плюнул» на это дело и купил за 5$ красивый груз в магазине. И началось…
Первая форму из шпаклевки. Полный крах, в этот раз она почему то не просохла и не схватилась толком, при попытке достать груз развалилась по кусочкам.
Хм… Чеб придумать? Может цементом. Хорошо. Залил цементом, уже лучше, но рожки (из которых потом получаются продольные отверстия) отвалились сразу же. Да и кусок формы тоже выпал.
Может глина? Чтоб не липла сильно к грузу. Глина потрескалась и развалилась вся форма по кусочкам, не говоря уже о рожках, которые сразу же остались в свинцовом грузе.
Следующая попытка с гипсом (он на 1-м фото). Гипс имеет огромные плюсы, а именно: застывает за считанные минуты и он после застывания ну ооочень прочен.
Первая гипсовая форма не получилась все по той же причине – не смог вытащить груз, прилип он там. Рожки отломались сразу же. А чтобы достать груз пришлось ломать форму.
Вторая попытка с гипсом. Но на этот раз я попробовал намазать груз маслом. Уже лучше, но все равно не то, плохо достается груз, ломается форма!
… (уборка покрытия груза, полировка груза, вытаскивание до полного застывания и т.д.)
Последняя самая удачная попытка. Форма все из того же гипса. Груз же обклеил скотчем по всей площади. К тому же обмазал его потом маслом. Выпал он из формы довольно легко. Форма получилась красивой. Плюс к этому были замазаны мелкие изъяны и была проведена полировка мелкой наждачной бумагой. Все здорово! Но…. После литья первого груза вместе с готовым изделием отвалились и рожки…. Б…! Рожки отвалились «красиво», то есть ровно, без крошения. Приставил их на место. И попытался вылить второй груз. На этот раз они отвалились и раскрошились окончательно.
2. Ура! Заработало!
После описанных выше попыток решил обратиться ко всемирной сети 🙂 набрел на сайт людей, которые занимаются самостоятельным отливом солдатиков, мелкого оружия к этим солдатикам и т.п. Сам процесс таков:
Дерево, стальные листы, сварка, напильник, ножовка, фреза, отрезной круг, молоток нам НЕ понадобятся 🙂 Все что нам нужно показано ниже:

То есть потребуется гипс (в данном случае я использовал строительный гипс, алебастр) и строительный силикон. Да-да, именно силикон. Хоть у него в инструкции и написана рабочая температура до 120 градусов, но люди же льют солдатиков (правда там олово, а у него температура плавления намного ниже свинца)!!! Что из него потом получилось – чуть позже. Силикон лучше покупать прозрачный, хотя бы потому, что сквозь него видно обрабатываемую поверхность и пузыри воздуха. которые потом могут дать «раковину». В первоисточнике советуют либо прозрачный, либо черный силикон. Белый чуть хуже. У меня изначальны были остатки белого, и только для 2-го слоя я прикупил прозрачного.
Стоимость гипса 1 доллар за 2 кг, силикона – 2 доллара за флакон. Флакона должно хватить на груз массой 1 кг.
Кроме этого, естественно, понадобится емкость для отливки гипсовой формы (формы не для груза!!!, а вспомогательной), сам груз который будем клонировать (можно либо купить 1 на «разведение», либо попросить на время у друга, либо вылепить самому из пластилина), такой формы, как вам нравится.
Далее я покрасил груз белой (ну какая была 🙂 ) водоэмульсионной краской. Почему именно ней? Мне так было удобнее, ведь ее можно потом и смыть вообще, и отполировать мокрой мочалкой, да и руки отмывать легче. Можно же и акриловой краской его покрыть, и отполировать или просто покрыть его тонким, но жирным слоем чего либо (машинное масло, подсолнечное, маргарин, пластилин, об пирожок его потереть :lol:). Покрытие необходимо для того, чтоб потом легче силикон было отлеплять от груза.
Подготовленный клонируемый груз кладем плоской стороной (та, которая потом будет прижиматься к подвоху 🙂 ) на гладкую поверхность. В моем случае это была глянцевая крышка от коробки с обувью. Что значит гладкая поверхность? Опять таки это значит, что мы должны будем легко отодрать от нее силикон без повреждения целостности последнего.
А дальше обмазываем силиконом груз.
Внимание! Очень сильно воняет уксусом и др. химией, поэтому работать необходимо в хорошо проветриваем помещении или вообще на улице!
На первоисточнике советуют наносить слои не больше 3 мм и сушить каждый слой не меньше 8 часов. Признаюсь честно – я не вытерпел. Я сразу же залил груз снаружи 3-мм слоем, а внутреннюю часть, ту где вырезы под ремень, вообще залил полностью, то есть получилась этакая лепешка.
Отдельно хочу отметить, что надо выдавить весь воздух из силикона, заполнить все полости формы. Я это делал пальцем. Силикон не отмывается ничем! Однако успешно оттирается туалетной бумагой. А тончайший слой на пальцах потом сам уходит.
Ох уж эта нетерплячка! Картонку с залитым на ней грузом, чтоб быстрее высохло, положил в духовку. 3 раза прогревал примерно до 60-80 градусов. Воняло… мама не горюй как!
После этого выложил все это на закрытый балкон. Солнца правда не было, но выложил не зря. Потому как на следующий вечер после работы, на балконе стоял противный запах.
После этого я решил положить еще слой силикона, потому как 3 мм все ж маловато. Однако не веря во всю эту затею решил выковырять груз, глянуть что получилось, чтоб в случае чего не тратить время и силикон дальше. Для этого аккуратно, последовательно по периметру отодрал высохший силикон так, чтобы не порвать его. Постепенно, круг за кругом отдирал все больше и больше. В конце концов у меня в руках осталась силиконовая лепешка с замурованным в ней грузом. Точно так же, не спеша, последовательно отодрал силикон от груза. Причем выворачивание уже отодранных частей вполне допустимо. Вскоре освободил весь груз. Красиво, черт побери, получилось! Маникюрными ножничками отрезал все лишние наплывы. Потом вставил груз обратно и положил обратно, на картонку.
После этого нанес еще один, контрольный слой силикона. И дальше то же, сушка в печке, на балкон.
На следующий вечер развел гипса, вылил в формовочную коробку и опустил в него сверху лепешку, силиконом в гипс, естественно.
Некоторые пояснения. Гипсовая форма вокруг нужна только для твердости, потому как силиконовую форму легко перекосить тем же расплавленным свинцом, резина считай. Гипс застывает очень быстро! Был случай, я его даже развести не успел а он начал превращаться в камень. Если все же Вам кажется, что гипс застывает долго – добавьте в воду поваренной соли, реакция застывания намного ускорится. Время застывания гипса порядка 10-15 минут. Да, после этого он еще влажный, но уже очень крепкий, даже отверткой тяжело ковыряется 🙂
Изначально думал, что силиконовую форму потом придется вытаскивать из гипсовой. для извлечений отлитого груза. Нет, не придется, свинец сам выпадает «на ура», но об этом чуть позже.
Вот и почти все. Буквально через 30 минут после «гипсования» очень захотелось попробовать вылить груз. Ну и что, что гипс еще мокрый? Главное он уже как камень, а свинец-то не в гипс лить!
Читал, что форму лучше обработать графитом, чтоб свинец легче отделялся. Для этого разобрал пальчиковую батарейку. В ней центральный стержень из графита. Натер графита на напильнике, высыпал его в форму и растер равномерно пальцем. Графит очень тяжело отмывать, будьте аккуратнее.
С первого раза навряд ли хороший груз получится, потому как надо поймать «горизонталь» формы. То есть, чтобы свинец лить в строго горизонтальный профиль.
Первая плавка прошла тяжко. От силикона поднялись немного едкие облака белого пара (дыма).
Ждать остывания грузов в форме я опять-таки не захотел. Да и зачем силикон лишний раз подвергать большим температурам? Поэтому как только свинец немного «схватывался» я брызгал на него водой из брызгалки для цветов 🙂 Вот он немного подостыл. Как же выковыривать готовый груз? Начнем с легких методов. Накрываю форму деревянной разделочной доской. И переворачиваю. Ничего. Стучу по дну формы. Бум! Есть, груз довольно легко вывалился. Форму обратно на печку. Груз в мисочку с водой, чтобы окончательно осудить и не попалить разделочную кухонную доску. Последующие груза вываливались сами, без постукиваний. Будьте аккуратны, все таки килограммовая болванка, температурой намного больше сотни градусов…
Кстати, плавку свинца лучше проводить в одежде и очках, не дай бог свинец брызгнет!
Емкость с расплавленным свинцом я с огня не снимал, просто сделал потише, чтоб свинец не закипал.
Замечание! Думаю все знают, но я повторюсь. Пары свинца, да и сам свинец (тем более в виде пули 🙂 ) очень вредны для организма. Работать с ним нужно в хорошо проветриваемом помещении или на улице.
Проводим ОТК полученного груза. 1 кг. Класс!
Выравниваю «горизонталь» формы (в первый раз заметил куда и насколько надо наклонить форму) и лью второй груз, третий… пока свинец не закончился.
Что же стало с силиконом? Верхний слой формы, который соприкасался с расплавленным свинцом, стал по консистенции как нагретый пластилин, но слой этот не критичный, десятые доли миллиметра. Сама форма не испортилась ни на каплю.
Более того пальцем, пользуясь мягкость верхнего слоя, я замазал все неровности 🙂
Внешне грузы конечно получились не на выставку, но главную функцию выполняют, а именно тянут к земле своей 1-килограмовой массой 🙂 Но и сказать что они получились с очень отвратительной поверхностью – тоже нельзя.
Правда пришлось все полученные груза протереть туалетной бумагой, потому как на ощупь они были как будто жирные.
Для ценителей красоты могу предложить такую обработку: помыть полученные груза каким-нить дешевым растворителем, а потом покрасить либо антигравием (если хотите «обрезиненные» груза), либо «хозяйственной» акриловой краской, либо автомобильной краской-аэрозолем. Цвет от черного – до ярко розового! Фантазируйте сами! 🙂
У меня пока что получилось 5 грузов по 1 кг. Форма думаю выдержит еще много. По крайней мере знаю точно – свинец у меня закончится раньше 🙂 И еще думаю всем друзьям хватит, если они свинец мне принесут.
Однако в противовес могу сказать, что «промышленного» изготовления грузов таким образом не получится.
Удачи Вам!

Готовые изделия: слева 2 свежеотлитых по «новой» технологии, справа на переднем плане объект клонирования, за ним груз полученный из сугубо гипсовой формы.

Вид формы после всех плавок. Черное – это графит. Фото плохое, пересвечено, но там силиконовая форма в гипсовой форме. Маркерные насечки как оказалось не нужны.

Здесь я показываю, что силиконовая форма не потеряла своей гибкости и еще вполне и вполне жизнеспособна.
apox.ru
Пресс-форма для литья свинца
Пресс-форма для литья свинца
БЫСТРЫЙ ЗАКАЗ
Процесс производства пресс-форм — дорогостоящее и трудоемкое занятие, которое включает проектирование и само изготовление пресс-форм.
В процессе изготовления пресс-форм применяется инструментальная сталь в зависимости от того из какого материала изготавливается заготовка и от требований, предъявляемых к конструкции. Кроме того может использоваться немецкая сталь, дающая возможность производить формы для литья с высокой стойкостью и по низкой цене.
Процесс производства включает несколько этапов и в зависимости от сложности занимается от 2 до 12 недель.
Этапы производства:
1) Анализ технического задания
Заказчик передает техническое задание на пресс-форму. Техническое задание должно содержать: необходимые условия для эксплуатации, материал, объем литья изделий и другие требования. Учитвая эти требования наши инженеры рассчитаеют оптимальные параметры формы.

2) Чертеж изделия
Заказчику необходимо предоставить чертеж изделия либо образец, который нужно отлить, Заказчик предоставляет чертеж изделия либо образец отливки, для которого нужно изготовить пресс-форму.
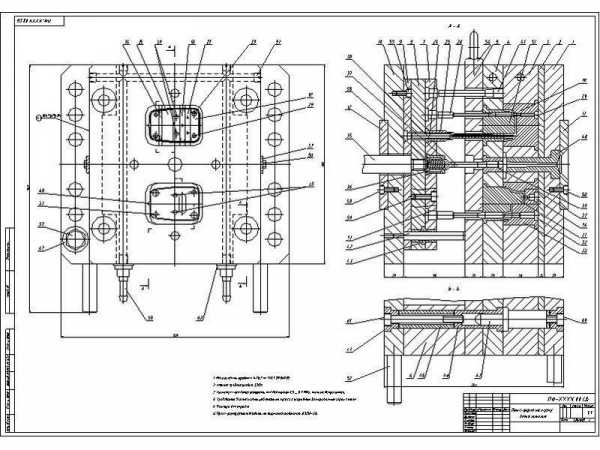
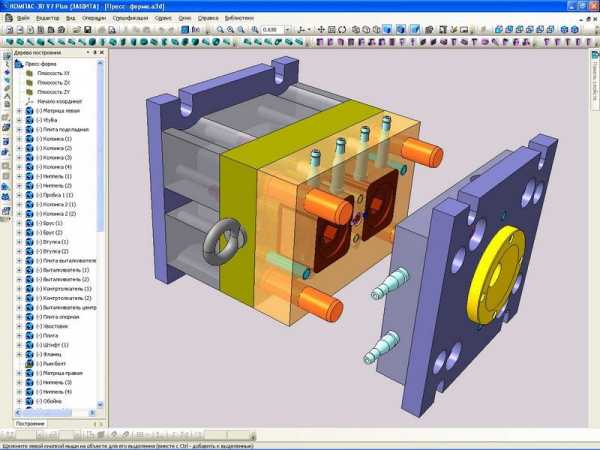
3) Создание 3D-модели и конструкторской документации
Во время этого этапа проектируется 3D-моделя изделия, наглядно показывающая внешний вид необходимого изделия, которое будет получено на выходе. Также наша компания разрабатывает для вас конструкторскую документацию.
4) Тестирование образца и пресс-формы
Заказчик получает образец изделий, полученного с помощью требуемой пресс-формы. Вы выдаете свои замечания и если это необходимо мы дорабатываем форму.

5) Изготовление нужного количества пресс-форм
Мы изготавливаем требуемое количество пресс-форм, которое указано в техническом задании.

Наши преимущества:
 |
Собственное производство В распоряжении собственное оборудование и штат из 5 инженеров |
|
|
Высокая скорость выполнения заказов Мы осуществляем полный технологический цикл включая создание мастер модели и отливок внутри своей компании. |
|
|
Разумные цены Мы не отдаем работу подрядчикам, а выполняем ее сами. За счет этого мы предлагаем конкурентные цены |
|
Достойное качество продукции Все наши инженеры прошли обучение и сертифицированы. Это гарантирует отсутствие брака в вашей продукции |

Для определения стоимости и сроков производства пресс-форм направьте ваш запрос через форму или на почту:
В запрос нужно включить следующую информацию:
1. Фотография объекта
2. Размеры объекта (длина, ширина, высота в мм)
3. Любую необходимую дополнительную инфомарцию
Наше оборудование:
Наше производство
Пресс-форма для литья свинца
Формы необходимы, чтобы изготавливать из свинца изделия наливным методом. Пресс-форма для литья свинца выполнена с учетом особенностей технологического процесса, учитывается усадка при остывании и обязательно есть выпары для выхода лишнего воздуха из формы при заливке. Заказать такие формы вы можете теперь на нашем сайте.
Выбирать необходимую пресс-форму для литья свинца нужно, опираясь на объем материала, размер деталей, количество грузов в форме. На основании этих показателей можно подобрать оптимальный вариант для выполнения технологического процесса.
Магазин реализует большое количество самых разных форм для работы с разными материалами, поэтому здесь вы сможете найти необходимое, независимо от сферы вашей работы. У нас также есть алюминиевые пресс-формы и пресс-формы для отлива пуль разного диаметра.
Все изделия характеризуются высоким качеством, отличным исполнением и долговечностью. Мы делаем закупки только у проверенных производителей, работая с ними напрямую. Это позволяет устанавливать максимально низкие цены на товары. Перед продажей сотрудники магазина лично проверяют качество изготовления каждого изделия. Мы предлагаем только лучшие товары!

Владислав Зиновьев
«Мы долго искали подходящего поставщика. Не ожидал, что можно так оперативно купить 3д принтер и расходные материалы к нему в Санкт-Петербурге. Долго думали между DWS X FAB и Picaso Designer X PRO»
Вадим Евсеев
«Менеджеры не пытаются продать то, что вам не нужно. Вам подбирают модели по вашим задачам, материал подходящий. Мы это ценим, будем сотрудничать дальше.»

Вероника Захарова
«С магазином Top 3D Shop наша компания знакома уже давно. Сама техника отличная, работает не один год, расходники тоже самого высокого качества. Вежливость сотрудников и профессионализм, это так же присутствует в работниках этого магазина.»

Пётр Нестеров
«Очень помог с доставкой при моём сложном графике менеджер Свириденко Илья. Доставили всё нам прямо в офис, прямо на мое рабочее место, вовремя и без малейших нервов. Однозначно буду работать с Вами в дальнейшем!»

Леонид Беляков
«Ранее заказывал 3d принтер, проработал уже несколько месяцев, нареканий никаких, функционирует на отлично, помогает выполнять заказы вовремя. Сейчас, в очередной раз, заказал пластик, качество хорошее, подходит для модели моего принтера. Думаем над покупкой второго.»

Филипп Ермаков
«Спасибо большое! Очень хорошее качество товара, вежливые и профессиональные сотрудники и конечно оперативность на высшем уровне! Мы довольны, будем продолжать сотрудничать.»

Ростислав Цветков
«Покупаю второй раз материал для 3D печати. Качеством доволен во всех направлениях. Уверен что и третий раз сюда обращусь! Полный комплект документов сразу, чтобы взять оборудование на баланс, всё круто. Молодцы.»
Владислав Юдин
«Обратная связь налажена и менеджеры имеют возможность консультировать по телефону сразу в режиме онлайн. Без них я вряд ли смог бы сделать достойный выбор. Подобрали оборудование по заявленным характеристикам очень быстро. Ближе к концу года будем брать еще.»

София Костюк
«Давно слышал от бизнес-коллег об этом интеграторе. Весьма удивило, что все цены, которые указаны на сайте, являются реальными и соответствуют действительности. Начали закупки, всё устраивает.»

Яков Рожков
«Менеджер отреагировал мгновенно на заявку, отвечает на любые вопросы грамотно, посылку отправили на следующий день! Будем покупать еще и расширять парк техники.»
top3dshop.ru
Изготовление форм для выплавки изделий из свинца.
Предлагаю свой оригинальный и эффективный способ изготовления форм для выплавки изделий (грузил, джиг-головок) из свинца.
За основу берем обычные крышки от пластмассовых бутылок.
К счастью, их сейчас очень много и различного размера.Потом берём оригинал изделия под которое будем делать форму (грузило, джиг головку т.д.).
Подготавливаем оригинал: Для этого делаем распорки в тех местах, где посчитаете нужным, чтоб при залике ничего не шаталось и не крутилось (см. фото). Дальше кладём на пробку, все коректируем. Для того, чтобы вторая половинка ложилась плотно, притапливаем крючок (если это джиг головка) или ваши распорки немножко в бортик крышки. Это можно сделать разными способами: вырезать пазики или немножко вдавить горячим пояльником.
Когда все отрегулировано, можно приступать к основному действию:
Берём пивную банку (у нас их тоже достаточно), отрезаем треть со стороны донышка. Получается очень удобная для работы баночка. В этой баночке растапливаем на печке воск (парафин или обычную свечу), и окунаем в горячий воск наш оригинал с распорками. При опускании в воск нужно как следует тихонько поболтать, что бы воск покрыл абсолютно всю поверхность.
Вынимаем. Стараемся делать аккуратно, чтоб ни капель, ни подтеков не было, иначе все это отразится в форме.
Когда воск застынет, кладём наш оригинал на крышку согластно пазам и заливаем обыкновенной эпоксидкой (можно добавлять наполнители). Когда эпоксидка застынет — можно считать — пол дела сделано.
Я уверен, что многим захочется вытащить оригинал с полуформы, и посмотреть что получилось. Отвечаю: можно. Но при этом вы сдерёте восковое покрытие и придеться покрывать заново, потом устанавливать и подгонять на место. Можно ещё снять, чтоб убедиться, не прилипло ли. Уверяю, если вы покрыли оригинал воском как следует то изделие не прилипнет.
Дальше следует аккуратно соскоблить с внешней стороны нашего изделия воск. Потому что мы опять будем покрывать, а второй слой — это лишнее. Можно и не соскабливать, но тогда предется при повторном окунании подержать в горячем воске подольше, первый слой растает).
Берём нашу полуформу и так же тщательно окунаем в растопленный воск, что бы все было покрыто. После этой процедуры откладываем заготовку в сторону.
Берем вторую пробку и вырезаем в донышке отверстие для заливки. Ставим эту пробку на первую сверху, отверстием верх. Получается бочонок. Что бы форма держалась, я беру этот бочонок и также окунаю с двух сторон по бокам в воск. Это вместо клея. Держит хорошо. Заливаем в отверстие эпоксидку. В принципе — всё! Думаю — все поняли.
После засыхания сбоку срезаем пластмассу и просверливаем отверстие для заливки. Я лично зажимаю в тисочки и работаю. Остальные — на что как горазды.
Помните о предосторожности. Олово иногда переливается, а это не есть хорошо. Будьте осторожны. Дерзайте. Всем привет!

Понравился наш сайт? Присоединяйтесь или подпишитесь (на почту будут приходить уведомления о новых темах) на наш канал в МирТесен!
kopilka-rybaka.ru
Cоздание формы для литья свинцовых грузов
Для начала позвольте мне рассказать про мои неудачные опыты в создании формы для литья свинцовых грузов. Возможно это удержит многих от повторения моего печального опыта. Для тех, кто желает перейти к сути проверенного рабочего способа – читайте пункт 2.
1. Пробы и ошибки.
В поисках способа литья грузов мной было прочитано много материалов. Чего только не читал и про груза с зажимами, и деревянные формы, и формы из стали, со сменными (вставными) рожками для отверстий в грузах. Но мне показалось все это через чур трудоемко в условиях 9-и этажки с минимальным набором инструментов и материалов. Потому решил делать литьевую форму из строительных материалов (гипс, финишная шпаклевка, цемент, глина …). Для начала собрал разборный ящичек из найденных на балконе грубых досточек и кусочка ДСП для дна. Скажу сразу, о его красоте совсем не думал, потому собрал его за 20 минут. Распилил доску на 4 части, почти на глазок. Прикрутил саморезами 2 противоположные стороны к дну. Остальные две стороны вставляются между ними и прикручиваются все теми же саморезами к уже стоящим сторонам. Для того, чтобы достать готовую форму – снимаются две стороны, которые не прикреплены ко дну.
Сначала было решение делать груза на проволочных зажимах. Для этого купил пластилин, из него сделал форму и опустил ее в подготовленный раствор из финишной шпаклевки кнауф. После полного застывания (порядка 4 суток) достал пластилин. Но на форме были раковины и прочие неровности. Зашпаклевал их и после высыхания отшлифовал всю форму. Нашел сталистую проволоку. Но зажим сразу гнуть не стал, а просто залил в свинец петлю. После того как свинец застыл. Достать груз не удалось, несмотря на всю гладкость формы. Пришлось расколоть ее напополам. Впрочем, если стянуть ее проволокой можно лить и лить, а потом половиня форму (просто развязывая стяжку) доставать грузы. Но меня это не устроило, потому как потом много намучался с изгибом сталистой проволоки. Забросил эту идею.
Решил лить стандартные грузы. Из пластилина попытался сделать красивую форму, не получилось. «Плюнул» на это дело и купил за 5$ красивый груз в магазине. И началось…
Первая форму из шпаклевки. Полный крах, в этот раз она почему то не просохла и не схватилась толком, при попытке достать груз развалилась по кусочкам.
Хм… Чеб придумать? Может цементом. Хорошо. Залил цементом, уже лучше, но рожки (из которых потом получаются продольные отверстия) отвалились сразу же. Да и кусок формы тоже выпал.
Может глина? Чтоб не липла сильно к грузу. Глина потрескалась и развалилась вся форма по кусочкам, не говоря уже о рожках, которые сразу же остались в свинцовом грузе.
Следующая попытка с гипсом (он на 1-м фото). Гипс имеет огромные плюсы, а именно: застывает за считанные минуты и он после застывания ну ооочень прочен.
Первая гипсовая форма не получилась все по той же причине – не смог вытащить груз, прилип он там. Рожки отломались сразу же. А чтобы достать груз пришлось ломать форму.
Вторая попытка с гипсом. Но на этот раз я попробовал намазать груз маслом. Уже лучше, но все равно не то, плохо достается груз, ломается форма!
… (уборка покрытия груза, полировка груза, вытаскивание до полного застывания и т.д.)
Последняя самая удачная попытка. Форма все из того же гипса. Груз же обклеил скотчем по всей площади. К тому же обмазал его потом маслом. Выпал он из формы довольно легко. Форма получилась красивой. Плюс к этому были замазаны мелкие изъяны и была проведена полировка мелкой наждачной бумагой. Все здорово! Но…. После литья первого груза вместе с готовым изделием отвалились и рожки…. Б…! Рожки отвалились «красиво», то есть ровно, без крошения. Приставил их на место. И попытался вылить второй груз. На этот раз они отвалились и раскрошились окончательно.
2. Ура! Заработало!
После описанных выше попыток решил обратиться ко всемирной сети 🙂 набрел на сайт людей, которые занимаются самостоятельным отливом солдатиков, мелкого оружия к этим солдатикам и т.п. Сам процесс таков:
Дерево, стальные листы, сварка, напильник, ножовка, фреза, отрезной круг, молоток нам НЕ понадобятся 🙂 Все что нам нужно показано ниже:
То есть потребуется гипс (в данном случае я использовал строительный гипс, алебастр) и строительный силикон. Да-да, именно силикон. Хоть у него в инструкции и написана рабочая температура до 120 градусов, но люди же льют солдатиков (правда там олово, а у него температура плавления намного ниже свинца)!!! Что из него потом получилось – чуть позже. Силикон лучше покупать прозрачный, хотя бы потому, что сквозь него видно обрабатываемую поверхность и пузыри воздуха. которые потом могут дать «раковину». В первоисточнике советуют либо прозрачный, либо черный силикон. Белый чуть хуже. У меня изначальны были остатки белого, и только для 2-го слоя я прикупил прозрачного.
Стоимость гипса 1 доллар за 2 кг, силикона – 2 доллара за флакон. Флакона должно хватить на груз массой 1 кг.
Кроме этого, естественно, понадобится емкость для отливки гипсовой формы (формы не для груза!!!, а вспомогательной), сам груз который будем клонировать (можно либо купить 1 на «разведение», либо попросить на время у друга, либо вылепить самому из пластилина), такой формы, как вам нравится.
Далее я покрасил груз белой (ну какая была 🙂 ) водоэмульсионной краской. Почему именно ней? Мне так было удобнее, ведь ее можно потом и смыть вообще, и отполировать мокрой мочалкой, да и руки отмывать легче. Можно же и акриловой краской его покрыть, и отполировать или просто покрыть его тонким, но жирным слоем чего либо (машинное масло, подсолнечное, маргарин, пластилин, об пирожок его потереть :lol:). Покрытие необходимо для того, чтоб потом легче силикон было отлеплять от груза.
Подготовленный клонируемый груз кладем плоской стороной (та, которая потом будет прижиматься к подвоху 🙂 ) на гладкую поверхность. В моем случае это была глянцевая крышка от коробки с обувью. Что значит гладкая поверхность? Опять таки это значит, что мы должны будем легко отодрать от нее силикон без повреждения целостности последнего.
А дальше обмазываем силиконом груз.
Внимание! Очень сильно воняет уксусом и др. химией, поэтому работать необходимо в хорошо проветриваем помещении или вообще на улице!
На первоисточнике советуют наносить слои не больше 3 мм и сушить каждый слой не меньше 8 часов. Признаюсь честно – я не вытерпел. Я сразу же залил груз снаружи 3-мм слоем, а внутреннюю часть, ту где вырезы под ремень, вообще залил полностью, то есть получилась этакая лепешка.
Отдельно хочу отметить, что надо выдавить весь воздух из силикона, заполнить все полости формы. Я это делал пальцем. Силикон не отмывается ничем! Однако успешно оттирается туалетной бумагой. А тончайший слой на пальцах потом сам уходит.
Ох уж эта нетерплячка! Картонку с залитым на ней грузом, чтоб быстрее высохло, положил в духовку. 3 раза прогревал примерно до 60-80 градусов. Воняло… мама не горюй как!
После этого выложил все это на закрытый балкон. Солнца правда не было, но выложил не зря. Потому как на следующий вечер после работы, на балконе стоял противный запах.
После этого я решил положить еще слой силикона, потому как 3 мм все ж маловато. Однако не веря во всю эту затею решил выковырять груз, глянуть что получилось, чтоб в случае чего не тратить время и силикон дальше. Для этого аккуратно, последовательно по периметру отодрал высохший силикон так, чтобы не порвать его. Постепенно, круг за кругом отдирал все больше и больше. В конце концов у меня в руках осталась силиконовая лепешка с замурованным в ней грузом. Точно так же, не спеша, последовательно отодрал силикон от груза. Причем выворачивание уже отодранных частей вполне допустимо. Вскоре освободил весь груз. Красиво, черт побери, получилось! Маникюрными ножничками отрезал все лишние наплывы. Потом вставил груз обратно и положил обратно, на картонку.
После этого нанес еще один, контрольный слой силикона. И дальше то же, сушка в печке, на балкон.
На следующий вечер развел гипса, вылил в формовочную коробку и опустил в него сверху лепешку, силиконом в гипс, естественно.
Некоторые пояснения. Гипсовая форма вокруг нужна только для твердости, потому как силиконовую форму легко перекосить тем же расплавленным свинцом, резина считай. Гипс застывает очень быстро! Был случай, я его даже развести не успел а он начал превращаться в камень. Если все же Вам кажется, что гипс застывает долго – добавьте в воду поваренной соли, реакция застывания намного ускорится. Время застывания гипса порядка 10-15 минут. Да, после этого он еще влажный, но уже очень крепкий, даже отверткой тяжело ковыряется 🙂
Изначально думал, что силиконовую форму потом придется вытаскивать из гипсовой. для извлечений отлитого груза. Нет, не придется, свинец сам выпадает «на ура», но об этом чуть позже.
Вот и почти все. Буквально через 30 минут после «гипсования» очень захотелось попробовать вылить груз. Ну и что, что гипс еще мокрый? Главное он уже как камень, а свинец-то не в гипс лить!
Читал, что форму лучше обработать графитом, чтоб свинец легче отделялся. Для этого разобрал пальчиковую батарейку. В ней центральный стержень из графита. Натер графита на напильнике, высыпал его в форму и растер равномерно пальцем. Графит очень тяжело отмывать, будьте аккуратнее.
С первого раза навряд ли хороший груз получится, потому как надо поймать «горизонталь» формы. То есть, чтобы свинец лить в строго горизонтальный профиль.
Первая плавка прошла тяжко. От силикона поднялись немного едкие облака белого пара (дыма).
Ждать остывания грузов в форме я опять-таки не захотел. Да и зачем силикон лишний раз подвергать большим температурам? Поэтому как только свинец немного «схватывался» я брызгал на него водой из брызгалки для цветов 🙂 Вот он немного подостыл. Как же выковыривать готовый груз? Начнем с легких методов. Накрываю форму деревянной разделочной доской. И переворачиваю. Ничего. Стучу по дну формы. Бум! Есть, груз довольно легко вывалился. Форму обратно на печку. Груз в мисочку с водой, чтобы окончательно осудить и не попалить разделочную кухонную доску. Последующие груза вываливались сами, без постукиваний. Будьте аккуратны, все таки килограммовая болванка, температурой намного больше сотни градусов…
Кстати, плавку свинца лучше проводить в одежде и очках, не дай бог свинец брызгнет!
Емкость с расплавленным свинцом я с огня не снимал, просто сделал потише, чтоб свинец не закипал.
Замечание! Думаю все знают, но я повторюсь. Пары свинца, да и сам свинец (тем более в виде пули 🙂 ) очень вредны для организма. Работать с ним нужно в хорошо проветриваемом помещении или на улице.
Проводим ОТК полученного груза. 1 кг. Класс!
Выравниваю «горизонталь» формы (в первый раз заметил куда и насколько надо наклонить форму) и лью второй груз, третий… пока свинец не закончился.
Что же стало с силиконом? Верхний слой формы, который соприкасался с расплавленным свинцом, стал по консистенции как нагретый пластилин, но слой этот не критичный, десятые доли миллиметра. Сама форма не испортилась ни на каплю.
Более того пальцем, пользуясь мягкость верхнего слоя, я замазал все неровности 🙂
Внешне грузы конечно получились не на выставку, но главную функцию выполняют, а именно тянут к земле своей 1-килограмовой массой 🙂 Но и сказать что они получились с очень отвратительной поверхностью – тоже нельзя.
Правда пришлось все полученные груза протереть туалетной бумагой, потому как на ощупь они были как будто жирные.
Для ценителей красоты могу предложить такую обработку: помыть полученные груза каким-нить дешевым растворителем, а потом покрасить либо антигравием (если хотите «обрезиненные» груза), либо «хозяйственной» акриловой краской, либо автомобильной краской-аэрозолем. Цвет от черного – до ярко розового! Фантазируйте сами! 🙂
У меня пока что получилось 5 грузов по 1 кг. Форма думаю выдержит еще много. По крайней мере знаю точно – свинец у меня закончится раньше 🙂 И еще думаю всем друзьям хватит, если они свинец мне принесут.
Однако в противовес могу сказать, что «промышленного» изготовления грузов таким образом не получится.
Удачи Вам!
Готовые изделия: слева 2 свежеотлитых по «новой» технологии, справа на переднем плане объект клонирования, за ним груз полученный из сугубо гипсовой формы.
Вид формы после всех плавок. Черное – это графит. Фото плохое, пересвечено, но там силиконовая форма в гипсовой форме. Маркерные насечки как оказалось не нужны.
Здесь я показываю, что силиконовая форма не потеряла своей гибкости и еще вполне и вполне жизнеспособна.
apox.ru