изготовление формы, литье грузил, станок, тигель
Свинец и его сплавы широко используют для изготовления шрифтов, подшипников скольжения и множества небольших деталей. Кроме того, свинец является основным компонентом аккумуляторных батарей разной емкости.
 Свинец
СвинецВ быту свинец используют для получения рыболовных снастей, грузов для балансировки колес и пр.
Большая часть деталей машин и узлов, изготавливаемых с использованием свинца, производят, применяя литейные технологии.
Технологический процесс литья из свинца
Свинцовые сплавы — это многокомпонентные составы, которые могут содержать в своем составе до 10% меди. Ее наличие существенно повышает температуру плавления. Второй по значимости компонент – сурьма. Основное достоинство свинцовых сплавов является то, что для работы с ними можно использовать формы практически любой конфигурации, при довольно небольших давлениях. Температура плавления свинца довольно небольшая – 325-350 градусов и это позволяет отливать свинцовые детали в домашних условиях.
Для литья свинца применяют технологию литья под давлением. В качестве печей для расплава применяют оборудование, работающее на различных видах топлива – газа, мазута, кокса и электрической энергии. Это оборудование должно обеспечивать выполнение следующих требований:
1. Минимальное время, затрачиваемое на плавку.
2. Минимальные потери материала.
3. Минимальный расход топлива.
4. Безопасную и комфортную работу.
Для получения расплава свинца и его сплава температуры обеспечиваемой в печах достаточно для плавления свинца.
Обработку свинца производят в тигельных печах. Главное отличие этого класса оборудования заключается в том, что расплав не входит в контакт с продуктами сгорания топлива. Свинец и его сплава плавят в печах с металлическими или графитовыми тиглями, которые могут работать на нескольких видах топлива.
Тигельные печи выпускают в двух исполнениях:
• стационарное;
• поворотное.
Печи с графитовыми тиглями для литья позволяют выполнять плавку различных металлов – и свинец, и олово, и алюминий. Причем переход с одного металла на другой происходит с минимальными затратами. Но тигли, выполненные из графита, обладают невысокой стойкостью и поэтому чаще применяют тигли, выполненные из чугуна.

Процесс литья свинца
Процедура получения свинцовых деталей выглядит следующим образом. Свинцовые чушки или лом погружают, где и происходит переход свинца из твердого состояния в жидкое. После этого жидкий материал разливают по подготовленным моделям.
Принцип отливок в промышленности и домашнем хозяйстве одинаков, ключевые различия заключаются только в масштабах.
Формы для выплавки свинца
Как уже отмечалось ранее, свинец для получения деталей отливают в формы. Формы для литья изготавливают из разных материалов – в промышленности используют сталь, чугун, графит, алюминиевые сплавы. В домашних условиях используют песок, гипс, силикон и другие материалы.
Форма свинцовой отливки может быть изготовлена руками, но чаще всего применяют механизированное оборудование. Тем более что во многих домашних мастерских можно встретить хоббийное механическое оборудование.
Конструктивно форма для отливки свинцовых изделий состоит из нескольких частей:
1. Собственно форма, как правило, включающая в свой состав две части.
2. Плавкие или неплавкие стержни, направляющие и замки.
Для изготовления гипсовой формы необходимо подготовить две коробки, выполненные из дерева. Затем, гипс, разведенный до сметанообразного состояния гипс, заливают в деревянную коробку. После того как через некоторое время гипс начнет застывать, в это время можно в него установить будущее изделие. При этом оно, должно быть, погружено в гипс наполовину. Так будет сформирована первая половина формы. Аналогичную операцию необходимо выполнить для получения второй формы. После того как гипс высохнет форма будет готова. Для того, что бы можно было заливать расплавленный свинец во время изготовления формы необходимо сформировать литьевое отверстие.

Формы для литья цинковых изделий
Перед тем как залить в форму ее рабочую поверхность необходимо смазать маслом. Это облегчит в дальнейшем разборку формы. После того как заготовка готова ее достают из формы и подвергают механической обработке.
Детали можно получать, применяя различные виды материалов для изготовления форм. Например, литье в металлические формы, это самый распространенный вид, применяемый на производстве. Для изготовления форм применяют чугун, сталь и алюминий. В промышленных масштабах изготовление литейных форм из металла не составляет особого труда. Вся документация, необходимая для изготовления форм, разрабатывается в конструкторском бюро и передается в производство, где и происходит ее изготовление.

Силиконовая форма для литья свинца
Один из способов получения свинцовых отливок — это литье свинца в силиконовую форму. Изготовление литьевой формы из силикона, пожалуй, самое длительное по времени. Дел в том, что практически все операции по созданию формы производят вручную, нанося силикон на макет слоями и тщательно его, выравнивая руками. Кроме того, надо учитывать, что нанесенный слой должен просохнуть, а это 10 – 15 минут. Но в этом случае результат оправдывает ожидания и на выходе будет получена многооборотная форма.
Литье свинца под давлением
Технологию литья под давлением применяют в том случае, если стоит задача производства небольших отливок с тонкими стенками.
Эта технология имеет определенные преимущества:
1. Высокая точность отливок.
2. Высокое качество поверхности.
3. Отсутствие необходимости проведения дальнейшей механический обработки отлитых изделий.
4. Возможность изготовления заготовок со сложной конфигурацией.
5. Высокая производительность комплекса литья под давлением.
6. Низкое количество некондиционных изделий.
7. Экономия средств и ресурсов при изготовлении крупных партий отливок.
Область применения литья из свинца
Свинец входит в первую пятерку используемых в быту и промышленности цветных металлов. Он уступает только алюминию, меди и цинку.
Свойства свинца и определили сферу его применения. Основной потребитель этого металла предприятия по производству аккумуляторных батарей. Это вызвано тем, что свинец обладает высокой стойкостью к воздействию щелочей. Для установки в аккумуляторы используют решетки, выполненные из сплава свинца и сурьмы.
Определенные объемы свинца применяют для нужд электротехники, его используют для производства кабельно-проводниковой промышленности. Производство топлива также не обходится без свинца. Из него производят тетраэтилсвинц, используемый для повышения эксплуатационных характеристик топлива.

Область применения литья из свинца
Использование ядерной энергии породило множество технических проблем и одна из них – защита от радиации. Свинец поглощает гамма-лучи именно это свойство, позволило использовать свинец для защиты от радиации.
Лакокрасочная промышленность потребляет большое количество свинца, из его оксида производят сурик.
Литье из свинца в домашних условиях
Литье свинца в домашних условиях вполне осуществимо. Для получения расплава свинца достаточно обеспечить его разогрев до температуры 327 градусов. Для этого можно использовать газовую плиту, горелку. Некоторые умельцы умудряются использовать промышленные фены, способные разогреть воздух до 500 градусов.

Область применения свинца в домашних условиях
Как правило, литье в домашних условиях производят с целью получений рыболовной оснастки – грузил, блесен. Кроме того, из свинца отливают фигурки солдатиков, части ювелирных изделий и пр.
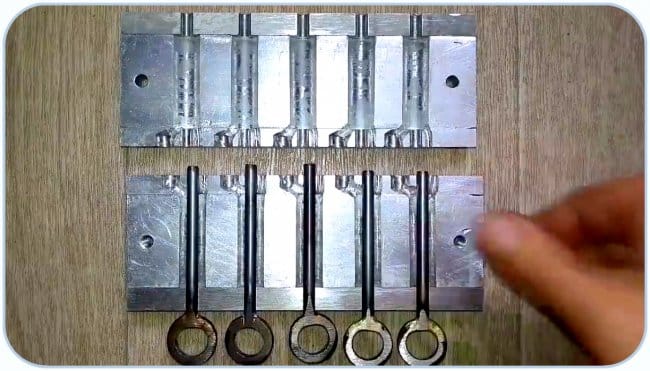
104. Изготовление форм для выплавки изделий из свинца. — Рыбалка
Предлагаю свой оригинальный и эффективный способ изготовления форм для выплавки изделий (грузил, джиг-головок) из свинца.
За основу берем обычные крышки от пластмассовых бутылок. К счастью, их сейчас очень много и различного размера.
Потом берём оригинал изделия под которое будем делать форму (грузило, джиг головку т.д.).
Подготавливаем оригинал: Для этого делаем распорки в тех местах, где посчитаете нужным, чтоб при залике ничего не шаталось и не крутилось (см. фото). Дальше кладём на пробку, все коректируем. Для того, чтобы вторая половинка ложилась плотно, притапливаем крючок (если это джиг головка) или ваши распорки немножко в бортик крышки. Это можно сделать разными способами: вырезать пазики или немножко вдавить горячим пояльником.
Когда все отрегулировано, можно приступать к основному действию:
Берём пивную банку (у нас их тоже достаточно), отрезаем треть со стороны донышка. Получается очень удобная для работы баночка. В этой баночке растапливаем на печке воск (парафин или обычную свечу), и окунаем в горячий воск наш оригинал с распорками. При опускании в воск нужно как следует тихонько поболтать, что бы воск покрыл абсолютно всю поверхность.
Вынимаем. Стараемся делать аккуратно, чтоб ни капель, ни подтеков не было, иначе все это отразится в форме.
Когда воск застынет, кладём наш оригинал на крышку согластно пазам и заливаем обыкновенной эпоксидкой (можно добавлять наполнители). Когда эпоксидка застынет — можно считать — пол дела сделано.
Я уверен, что многим захочется вытащить оригинал с полуформы, и посмотреть что получилось. Отвечаю: можно. Но при этом вы сдерёте восковое покрытие и придеться покрывать заново, потом устанавливать и подгонять на место. Можно ещё снять, чтоб убедиться, не прилипло ли. Уверяю, если вы покрыли оригинал воском как следует то изделие не прилипнет.
Дальше следует аккуратно соскоблить с внешней стороны нашего изделия воск. Потому что мы опять будем покрывать, а второй слой — это лишнее. Можно и не соскабливать, но тогда предется при повторном окунании подержать в горячем воске подольше, первый слой растает).
Берём нашу полуформу и так же тщательно окунаем в растопленный воск, что бы все было покрыто. После этой процедуры откладываем заготовку в сторону.
Берем вторую пробку и вырезаем в донышке отверстие для заливки. Ставим эту пробку на первую сверху, отверстием верх. Получается бочонок. Что бы форма держалась, я беру этот бочонок и также окунаю с двух сторон по бокам в воск. Это вместо клея. Держит хорошо. Заливаем в отверстие эпоксидку. В принципе — всё! Думаю — все поняли.
После засыхания сбоку срезаем пластмассу и просверливаем отверстие для заливки. Я лично зажимаю в тисочки и работаю. Остальные — на что как горазды.
Помните о предосторожности. Олово иногда переливается, а это не есть хорошо. Будьте осторожны. Дерзайте. Всем привет!
Понравилась статья? Подпишитесь на канал, чтобы быть в курсе самых интересных материалов
ПодписатьсяCоздание формы для литья свинцовых грузов — Страница 2 — Мастерская снаряжения
Для начала позвольте мне рассказать про мои неудачные опыты в создании формы для литья свинцовых грузов. Возможно это удержит многих от повторения моего печального опыта. Для тех, кто желает перейти к сути проверенного рабочего способа – читайте пункт 2.
1. Пробы и ошибки.
В поисках способа литья грузов мной было прочитано много материалов. Чего только не читал и про груза с зажимами, и деревянные формы, и формы из стали, со сменными (вставными) рожками для отверстий в грузах. Но мне показалось все это через чур трудоемко в условиях 9-и этажки с минимальным набором инструментов и материалов. Потому решил делать литьевую форму из строительных материалов (гипс, финишная шпаклевка, цемент, глина …). Для начала собрал разборный ящичек из найденных на балконе грубых досточек и кусочка ДСП для дна. Скажу сразу, о его красоте совсем не думал, потому собрал его за 20 минут. Распилил доску на 4 части, почти на глазок. Прикрутил саморезами 2 противоположные стороны к дну. Остальные две стороны вставляются между ними и прикручиваются все теми же саморезами к уже стоящим сторонам. Для того, чтобы достать готовую форму – снимаются две стороны, которые не прикреплены ко дну.
Сначала было решение делать груза на проволочных зажимах. Для этого купил пластилин, из него сделал форму и опустил ее в подготовленный раствор из финишной шпаклевки кнауф. После полного застывания (порядка 4 суток) достал пластилин. Но на форме были раковины и прочие неровности. Зашпаклевал их и после высыхания отшлифовал всю форму. Нашел сталистую проволоку. Но зажим сразу гнуть не стал, а просто залил в свинец петлю. После того как свинец застыл. Достать груз не удалось, несмотря на всю гладкость формы. Пришлось расколоть ее напополам. Впрочем, если стянуть ее проволокой можно лить и лить, а потом половиня форму (просто развязывая стяжку) доставать грузы. Но меня это не устроило, потому как потом много намучался с изгибом сталистой проволоки. Забросил эту идею.
Решил лить стандартные грузы. Из пластилина попытался сделать красивую форму, не получилось. «Плюнул» на это дело и купил за 5$ красивый груз в магазине. И началось…
Первая форму из шпаклевки. Полный крах, в этот раз она почему то не просохла и не схватилась толком, при попытке достать груз развалилась по кусочкам.
Хм… Чеб придумать? Может цементом. Хорошо. Залил цементом, уже лучше, но рожки (из которых потом получаются продольные отверстия) отвалились сразу же. Да и кусок формы тоже выпал.
Может глина? Чтоб не липла сильно к грузу. Глина потрескалась и развалилась вся форма по кусочкам, не говоря уже о рожках, которые сразу же остались в свинцовом грузе.
Следующая попытка с гипсом (он на 1-м фото). Гипс имеет огромные плюсы, а именно: застывает за считанные минуты и он после застывания ну ооочень прочен.
Первая гипсовая форма не получилась все по той же причине – не смог вытащить груз, прилип он там. Рожки отломались сразу же. А чтобы достать груз пришлось ломать форму.
Вторая попытка с гипсом. Но на этот раз я попробовал намазать груз маслом. Уже лучше, но все равно не то, плохо достается груз, ломается форма!
… (уборка покрытия груза, полировка груза, вытаскивание до полного застывания и т.д.)
Последняя самая удачная попытка. Форма все из того же гипса. Груз же обклеил скотчем по всей площади. К тому же обмазал его потом маслом. Выпал он из формы довольно легко. Форма получилась красивой. Плюс к этому были замазаны мелкие изъяны и была проведена полировка мелкой наждачной бумагой. Все здорово! Но…. После литья первого груза вместе с готовым изделием отвалились и рожки…. Б…! Рожки отвалились «красиво», то есть ровно, без крошения. Приставил их на место. И попытался вылить второй груз. На этот раз они отвалились и раскрошились окончательно.
После описанных выше попыток решил обратиться ко всемирной сети 🙂 набрел на сайт людей, которые занимаются самостоятельным отливом солдатиков, мелкого оружия к этим солдатикам и т.п. Сам процесс таков:
Дерево, стальные листы, сварка, напильник, ножовка, фреза, отрезной круг, молоток нам НЕ понадобятся 🙂 Все что нам нужно показано ниже:
То есть потребуется гипс (в данном случае я использовал строительный гипс, алебастр) и строительный силикон. Да-да, именно силикон. Хоть у него в инструкции и написана рабочая температура до 120 градусов, но люди же льют солдатиков (правда там олово, а у него температура плавления намного ниже свинца)!!! Что из него потом получилось – чуть позже. Силикон лучше покупать прозрачный, хотя бы потому, что сквозь него видно обрабатываемую поверхность и пузыри воздуха. которые потом могут дать «раковину». В первоисточнике советуют либо прозрачный, либо черный силикон. Белый чуть хуже. У меня изначальны были остатки белого, и только для 2-го слоя я прикупил прозрачного.
Стоимость гипса 1 доллар за 2 кг, силикона – 2 доллара за флакон. Флакона должно хватить на груз массой 1 кг.
Кроме этого, естественно, понадобится емкость для отливки гипсовой формы (формы не для груза!!!, а вспомогательной), сам груз который будем клонировать (можно либо купить 1 на «разведение», либо попросить на время у друга, либо вылепить самому из пластилина), такой формы, как вам нравится.
Далее я покрасил груз белой (ну какая была 🙂 ) водоэмульсионной краской. Почему именно ней? Мне так было удобнее, ведь ее можно потом и смыть вообще, и отполировать мокрой мочалкой, да и руки отмывать легче. Можно же и акриловой краской его покрыть, и отполировать или просто покрыть его тонким, но жирным слоем чего либо (машинное масло, подсолнечное, маргарин, пластилин, об пирожок его потереть :lol:). Покрытие необходимо для того, чтоб потом легче силикон было отлеплять от груза.
Подготовленный клонируемый груз кладем плоской стороной (та, которая потом будет прижиматься к подвоху 🙂 ) на гладкую поверхность. В моем случае это была глянцевая крышка от коробки с обувью. Что значит гладкая поверхность? Опять таки это значит, что мы должны будем легко отодрать от нее силикон без повреждения целостности последнего.
А дальше обмазываем силиконом груз.
Внимание! Очень сильно воняет уксусом и др. химией, поэтому работать необходимо в хорошо проветриваем помещении или вообще на улице!
На первоисточнике советуют наносить слои не больше 3 мм и сушить каждый слой не меньше 8 часов. Признаюсь честно – я не вытерпел. Я сразу же залил груз снаружи 3-мм слоем, а внутреннюю часть, ту где вырезы под ремень, вообще залил полностью, то есть получилась этакая лепешка.
Отдельно хочу отметить, что надо выдавить весь воздух из силикона, заполнить все полости формы. Я это делал пальцем. Силикон не отмывается
Ох уж эта нетерплячка! Картонку с залитым на ней грузом, чтоб быстрее высохло, положил в духовку. 3 раза прогревал примерно до 60-80 градусов. Воняло… мама не горюй как!
После этого выложил все это на закрытый балкон. Солнца правда не было, но выложил не зря. Потому как на следующий вечер после работы, на балконе стоял противный запах.
После этого я решил положить еще слой силикона, потому как 3 мм все ж маловато. Однако не веря во всю эту затею решил выковырять груз, глянуть что получилось, чтоб в случае чего не тратить время и силикон дальше. Для этого аккуратно, последовательно по периметру отодрал высохший силикон так, чтобы не порвать его. Постепенно, круг за кругом отдирал все больше и больше. В конце концов у меня в руках осталась силиконовая лепешка с замурованным в ней грузом. Точно так же, не спеша, последовательно отодрал силикон от груза. Причем выворачивание уже отодранных частей вполне допустимо. Вскоре освободил весь груз. Красиво, черт побери, получилось! Маникюрными ножничками отрезал все лишние наплывы. Потом вставил груз обратно и положил обратно, на картонку.
После этого нанес еще один, контрольный слой силикона. И дальше то же, сушка в печке, на балкон.
На следующий вечер развел гипса, вылил в формовочную коробку и опустил в него сверху лепешку, силиконом в гипс, естественно.
Некоторые пояснения. Гипсовая форма вокруг нужна только для твердости, потому как силиконовую форму легко перекосить тем же расплавленным свинцом, резина считай. Гипс застывает очень быстро! Был случай, я его даже развести не успел а он начал превращаться в камень. Если все же Вам кажется, что гипс застывает долго – добавьте в воду поваренной соли, реакция застывания намного ускорится. Время застывания гипса порядка 10-15 минут. Да, после этого он еще влажный, но уже очень крепкий, даже отверткой тяжело ковыряется 🙂
Изначально думал, что силиконовую форму потом придется вытаскивать из гипсовой. для извлечений отлитого груза. Нет, не придется, свинец сам выпадает «на ура», но об этом чуть позже.
Вот и почти все. Буквально через 30 минут после «гипсования» очень захотелось попробовать вылить груз. Ну и что, что гипс еще мокрый? Главное он уже как камень, а свинец-то не в гипс лить!
Читал, что форму лучше обработать графитом, чтоб свинец легче отделялся. Для этого разобрал пальчиковую батарейку. В ней центральный стержень из графита. Натер графита на напильнике, высыпал его в форму и растер равномерно пальцем. Графит очень тяжело отмывать, будьте аккуратнее.
С первого раза навряд ли хороший груз получится, потому как надо поймать «горизонталь» формы. То есть, чтобы свинец лить в строго горизонтальный профиль.
Первая плавка прошла тяжко. От силикона поднялись немного едкие облака белого пара (дыма).
Ждать остывания грузов в форме я опять-таки не захотел. Да и зачем силикон лишний раз подвергать большим температурам? Поэтому как только свинец немного «схватывался» я брызгал на него водой из брызгалки для цветов 🙂 Вот он немного подостыл. Как же выковыривать готовый груз? Начнем с легких методов. Накрываю форму деревянной разделочной доской. И переворачиваю. Ничего. Стучу по дну формы. Бум! Есть, груз довольно легко вывалился. Форму обратно на печку. Груз в мисочку с водой, чтобы окончательно осудить и не попалить разделочную кухонную доску. Последующие груза вываливались сами, без постукиваний. Будьте аккуратны, все таки килограммовая болванка, температурой намного больше сотни градусов…
Кстати, плавку свинца лучше проводить в одежде и очках, не дай бог свинец брызгнет!
Емкость с расплавленным свинцом я с огня не снимал, просто сделал потише, чтоб свинец не закипал.
Замечание! Думаю все знают, но я повторюсь. Пары свинца, да и сам свинец (тем более в виде пули 🙂 ) очень вредны для организма. Работать с ним нужно в хорошо проветриваемом помещении или на улице.
Проводим ОТК полученного груза. 1 кг. Класс!
Выравниваю «горизонталь» формы (в первый раз заметил куда и насколько надо наклонить форму) и лью второй груз, третий… пока свинец не закончился.
Что же стало с силиконом? Верхний слой формы, который соприкасался с расплавленным свинцом, стал по консистенции как нагретый пластилин, но слой этот не критичный, десятые доли миллиметра. Сама форма не испортилась ни на каплю.
Более того пальцем, пользуясь мягкость верхнего слоя, я замазал все неровности 🙂
Внешне грузы конечно получились не на выставку, но главную функцию выполняют, а именно тянут к земле своей 1-килограмовой массой 🙂 Но и сказать что они получились с очень отвратительной поверхностью – тоже нельзя.
Правда пришлось все полученные груза протереть туалетной бумагой, потому как на ощупь они были как будто жирные.
Для ценителей красоты могу предложить такую обработку: помыть полученные груза каким-нить дешевым растворителем, а потом покрасить либо антигравием (если хотите «обрезиненные» груза), либо «хозяйственной» акриловой краской, либо автомобильной краской-аэрозолем. Цвет от черного – до ярко розового! Фантазируйте сами! 🙂
У меня пока что получилось 5 грузов по 1 кг. Форма думаю выдержит еще много. По крайней мере знаю точно – свинец у меня закончится раньше 🙂 И еще думаю всем друзьям хватит, если они свинец мне принесут.
Однако в противовес могу сказать, что «промышленного» изготовления грузов таким образом не получится.
Удачи Вам!
Готовые изделия: слева 2 свежеотлитых по «новой» технологии, справа на переднем плане объект клонирования, за ним груз полученный из сугубо гипсовой формы.
Вид формы после всех плавок. Черное – это графит. Фото плохое, пересвечено, но там силиконовая форма в гипсовой форме. Маркерные насечки как оказалось не нужны.
Здесь я показываю, что силиконовая форма не потеряла своей гибкости и еще вполне и вполне жизнеспособна.
PS: (26.04.2008) На сегодняшний момент в общем, включая пробные грузы, выплавлено около 25-30 штук. Форма «подустала», но еще вполне и вполне дееспособна. Единственное что могу добавить, что я понял — [B]обязательно[/B] необходимо по мере надобности подновлять графитовый слой, чтоб силикон и не выглядывал. Иначе подплавленный силикон липнет к свинцу и форма портится. Кроме того, необходимо немного давать форме подостыть между серией выплавок. На последних 11 грузах я делал серию равной 3-м выплавкам. На выплавке последних 4 грузов силиконовая форма таки вывалилась из гипсовой, что, имхо, не очень хорошо. Лично я, на будущее, буду делать на внешней стороне формы побольше сложных неровностей, или вообще вставлять металлические штырьки, чтоб зафиксировать силиконовую форму в гипсовой. Мой знакомый собирается попробовать часть слоя, которая непосредственно касается свинца, сделать из автомобильного герметика. Он держит температуры до 300-350 градусов. Но, к сожалению, пока что, н данный момент, сведений об эффективности и работоспособности данного метода нету.
форма для литья, как сделать
Каждый уважающий себя рыбак в своем арсенале обычно кроме крючков, поплавков и приманок имеет несколько вариантов грузил – свинцовых отливок, обеспечивающих точный заброс и погружение приманки в воду. И как бы прискорбно не было, при неудачном забросе или уходе рыбы с крючка кроме приманки и крючка теряется и грузило, вещь не очень дорогая, но очень необходимая. Вот и приходится по нескольку раз в сезон открывать на кухне литейное производство грузил из свинца.
Характеристика материала и использование в изготовлении грузил
Для тех кто только начинает свою карьеру, опытные рыбаки советуют не раздумывая запастись сразу целым набором грузил. Здесь подойдут и совсем крохотные, и довольно солидные. Но, это на первый случай, а дальше, когда рыбак набирается опытом и досконально изучит все близлежащие водоемы, появляется необходимость не только пополнить запас грузиков, но и сделать их максимально удобными для рыбалки. Вот здесь и приходит на помощь мягкий, плавкий и достаточно тяжелый металл, не вступающий в реакцию ни с водой ни с воздухом – свинец.
Одной из причин, почему свинец и его сплавы стали столь популярными для отливки утяжелителей стала доступность металла. Сначала как основной металл для отливки дроби, а позже как металл повсеместно использующийся в автомобилестроении, на железнодорожном транспорте, в линиях связи свинец, по сути, никогда не был большой проблемой. С другой стороны, растопить металл температура плавления, которого достигает всего 327,5 градусов, можно было и на керогазе, и на костре, да и плавить его можно было в обычной большой столовой ложке или консервной банке.
Плюсы и минусы грузила из свинца
Как и любая другая снасть, грузило из свинца имеет свои плюсы и минусы. Здесь чтобы разобраться, нужно брать во внимание как потребительские качества, необходимые для рыбной ловли, так и те, моменты, которые касаются вопросов изготовления, например, доступности материалов или трудоемкости работ.
По мнению опытных рыбаков к основным параметрам, которым должно отвечать грузило должны входить:
- Вес грузила – оно должно быть тяжелым, чтобы обеспечить точность заброса снасти;
- Иметь обтекаемую форму – в воздухе неправильная форма грузила, прямоугольная форма или шероховатость сильно влияют на дальность и точность заброса, а в водной среде это создает завихрения, которые отпугивают рыбу, мешают правильно вести приманку, способствуют запутыванию в водной растительности;
- Литье должно иметь не только плавные формы, но и обеспечивать надежное крепление за леску;
- Быть незаметным, не выделяться на фоне донной растительности, иметь по-возможности матовую естественную для водной среды окраску;
- Изготавливаться из доступных материалов;
- По возможности изготавливаться в самых простых условиях с применением минимума вспомогательных инструментов;
 Среди плюсов грузил из свинца – доступность материала
Среди плюсов грузил из свинца – доступность материалаКак видно, основные требования к грузилам достаточно просты и вполне применимы к такому материалу, как свинец. Поэтому положительными сторонами грузил из свинца выступают:
- Доступность материала;
- Простота работы со свинцовыми отливками;
- Возможность самостоятельно выплавить необходимое количество грузил;
- Дешевизна производства, даже если потеряется одно-два, это не будет большой трагедией;
- Возможность самостоятельно подобрать вес и форму;
- Материал имеет естественный цвет, идеально подходящий для среды большинства водоемов.
Однако, следует упомянуть и о проблемах, связанных с изготовлением грузил из свинца:
- Работа имеет определенный риск получения травм;
- Не всегда удается достигнуть результата с первого раза;
- Для работы требуется наличие инструмента.
Технология изготовления грузил из свинца в домашних условиях
Отливка свинцовых грузил несмотря на легкость технологии и доступность материалов все-таки является мини металлургическим производством, поэтому прежде чем приступить к работе необходим хотя бы поверхностно изучить основы плавления металлов. И хотя здесь ничего особенного нет, прислушаться к советам и указаниям очень важно – от этого зависит и результат работы и безопасность проведения работ.
Материалы
Для работ понадобится несколько видов материалов – гипс, картон, скотч, бечёвка, воск или парафин, и конечно, свинец.
Для изготовления форм обычно используется гипс или алебастр. Гипс по сравнению с алебастром надежнее, но алебастр доступнее. Эти два материала необходимы для изготовления форм отливки.
Вспомогательным материалом для работ будет воск или парафин. Их них изготавливаются макеты будущих грузил.
Для фиксации половинок форм применяется струбцины, но дешевле и проще использовать бечевку или бельевую веревку, или уж совсем по-современному скотч.
Свинец для переплавки можно найти на любом пункте приема металлолома. В утиль сдается не только лом аккумуляторных батарей, часто в лом попадают кабели связи в свинцовой оболочке, сплавы свинца – баббит или типографский свинцовый шрифт.
Изготовление формы
Классический метод изготовления формы состоит в лепке из воска или парафина модели грузила и дальнейшей отливке из гипса или алебастра многоразовой формы.
Из воска или парафина делается несколько моделей грузил. В принципе можно использовать и пластилин, но тогда, чтобы модель отделилась от гипсовой формы необходимо будет ее смазать вазелином или кремом для рук на жировой основе. После получения моделей делается раствор гипса и заливается в пластиковую или картонную форму, так чтобы верхняя поверхность была максимально ровной. До момента окончательно застывания гипса в него до половины вдавливается модель на расстоянии 1-1,5 см от верхнего края формы. После окончательного застывания вся поверхность, включая и модель смазывается вазелином, солидолом или кремом на жировой основе и заливается сверху гипсом. При заливке обращается внимание, чтобы высота обоих форм была одинакова.
 Форма для грузил из свинца
Форма для грузил из свинцаПосле высыхания формы разъединяются, модель вынимается, а место, где был воск, очищается от остатков жировой смазки. После окончательного высыхания гипсовых форм острым ножом или кончиком толстой иглы делаются борозды от формы до поверхности. Эти каналы необходимы для отвода воздуха с полости заливки. В верхней части делается горловина для заливки металла.
В принципе, температура плавления свинца позволяет делать грузила и без отливки форм из гипса. В качестве формы можно использовать деревянные бруски, картофель или свеклу, даже свернутую в конус в несколько слоев обычную офисную бумагу можно отлить неплохое грузило.
Литье грузил
Перед отливкой рекомендуется измельчить свинец. Для плавки достаточно добиться размеров металла весом в 10-20 грамм. Это необходимо для того, чтобы металл расплавился полностью, и достиг температуры литья в 400-450 градусов.
Форму соединяют и плотно связывают веревкой, скотчем или прижимают винтовой струбциной. Делают это плотно, но не слишком жестко, чтобы форма не треснула от температуры металла.
Расплавляют свинец в плавильной чаше или ложке. Опытные рыбаки используют для этих целей обычный половник с выгнутой ручкой или большую ложку из нержавейки. После расплавления свинца с поверхности металла убирается пленка. Форма нагревается в течение 5-7 минут.
После того как металл приобрел необходимую текучесть он аккуратно вливается в горловину отливки, пока из воздушных каналов не начинает появляться расплавленный металл. После того как все горловины будут заполнены форма оставляется остывать при комнатной температуре.
Раскрывание формы рекомендуется делать через 4-6 часов после заполнения.
Окончательная обработка
После того как литье остынет, приступают к разъединению форм и выемке отливок. Сначала снимают одну часть, а потом, аккуратно вынимают литье из второй части формы.
Получившиеся наплывы из свинца откусываются кусачками или срезаются ножом. Следующим этапом идет проделывание отверстий в грузилах. Обычно это делается при помощи шила или толстой иглы. А придание окончательной формы делается при помощи наждачной бумаги надфиля.
 Как выглядят готовые грузила из свинца
Как выглядят готовые грузила из свинцаВот так просто при помощи элементарных инструментов и доступных материалов можно вылить необходимое количество грузил самой разной формы. Сегодня с доступностью технологий и материалов отливать грузила становится еще легче, ведь на рыбацких форумах можно заказать не только готовые грузила но и целые наборы с уже готовыми формами для литья и всеми необходимыми инструментами.
Изготовление свинцовых грузил для рыбалки своими руками
Содержание
Всем привет! Сегодня хочу поделиться своими идеями, наработками и опытом по самостоятельному изготовлению свинцовых грузил для спиннинговой ловли.
Скажу сразу: данный способ годится только для небольших партий и несложных форм грузил. Например, разборные чебурашки я бы посоветовал изготавливать с помощью алюминиевых форм, коими сам и пользуюсь)
Я же, перед началом сезона, решил добавить в свою коллекцию грузил — «пули», для набирающего популярность джиг-рига.
Материалы
Итак, с чего начнем? Для начала нам необходимо подготовить набор материалов для изготовления форм, для наших будущих грузил. Формы я делаю из обычного строительного гипса.
Проволоку использую из нержавеющей стали, сечением 0,8мм. Так же, нам понадобятся обычные одноразовые контейнеры, любой жирный крем, типа «детского», вода и старая ложка.
Образцы
Это готовые грузила, покупные или ранее изготовленные. Любая вещь может служить образцом. Один образец я изготовил из самой настоящей пули)
Форму можно немного корректировать пластилином, но только немного, т.к. гипс при схватывании выделяет тепло и большой объем пластилина просто растает. В данном случае я взял ранее мной изготовленные пули и оснастил их петельками из проволоки, зафиксировав всё это зеленым пластилином.
Изготовление формы
Приготавливать смесь гипса нужно по правилу «порошок в воду», в соотношении приблизительно 1:1, ориентироваться нужно по консистенции, она должна быть сметанообразная.
Предварительно смазываем нашу форму и образцы приготовленным жирным кремом.
В контейнер заливаем замешанный гипс ровно на ½ емкости и постукиваем по плоскости, выгоняя пузырьки воздуха. Как только гипс начнет схватываться, необходимо погрузить наши образцы на половину в застывающий гипс. Время схватывания гипса зависит от марки самого порошка, минимальное время — это 2 минуты, т.е. после 2 минут начинаем внимательно приглядываться к поверхности гипса. Как только она будет становиться матовой — значит пора!
По краям нашей формы вставляем направляющие. Это может быть что угодно, я использую отрезки проволоки, зубочистки, трубочки от леденцов.
Теперь ждём полного застывания, минут 20-30 вполне хватит.
Затем смазываем поверхность формы и утопленных в нем образцов нашим жирным кремом.
Снова разводим гипс и заливаем контейнер до верха. Также постукиванием выгоняем пузырьки воздуха и оставляем для застывания на те же 20-30 мин.
После застывания аккуратно извлекаем из контейнера форму и осторожно разъединяем её на две половины, извлекая образцы.
Всё, форма готова! Оставляем её для просушки на пару дней около батареи — вода должна полностью испариться.
Таким образом я сделал 3 формы с разными весами. Прежде чем формы придут в негодность, отлитых в них грузиков, мне хватит на 2 или 3 сезона). Главный минус таких форм, это недолговечность. Гипс достаточно хрупкий материал, поэтому формы быстро трескаются, в них появляются каверены и сколы, особенно это касается разъемных форм. Формы для «пулек» служат гораздо дольше. Например, форма, представленная на фото в статье, служит уже второй или даже третий сезон.
После полного высыхания формы необходимо сделать литники. Для этого размечаем линию литника, соединяем форму и высверливаем литник в форме воронки, сверлами разного диаметра. Для верхней точки воронки я использую сверло 10,1мм, для нижней — сверло 3,5 мм.
Литье грузил
Теперь можем приступить к отливке свинцовых грузил! Для этого нам понадобится проволока для ушек, свинец, горелка или тигель и струбцина.
Из проволоки сгибаем при помощи круглогубцев ушки и вкладываем их в форму.
Две половинки формы соединяем и фиксируем струбциной.
Расплавляем свинец. У меня идут вход старые чебурахи, шиномонтажные грузики и прочий свинцовый лом. Разогреваю свинец газовой горелкой, на это уходит буквально считаные минуты, очень удобно! Далее заливаем свинец в литники и даём остыть, т.е когда заливаешь в последнюю форму, первая уже остыла, всё очень быстро!
Теперь разъединяем форму и извлекаем наши грузы.
Далее повторяем в такой же последовательности.
Отливаются груза очень быстро, иногда я перед рыбалкой вспоминаю, что закончился груз определенного веса, и тут же, буквально за 20 минут отливаю десяток-полтора нужных мне грузиков. Времени это занимает, меньше чем на поход в магазин за этими же грузами)
Таким образом можно экспериментировать с формами и весами грузил, изобрести какую-то особенную форму грузила, которых нет в магазинах. Например, в прошлом сезоне я экспериментировал с грузами «палочка», делал несколько вариантов незацепляемых грузил с разными длинами и диаметрами. Вес таких грузил «палочек» можно уменьшать прямо на рыбалке, благодаря небольшому диаметру 6 и 8 мм (если нужно уменьшиться в весе, можно просто откусить кусачками часть грузила). Также благодаря таким диаметрам груз проходит 95% зацепов!
Еще один наипростейший вариант формы для отливки грузов — «пуля» для каролины. Для изготовления такой формы необходимо залить гипс в любую достаточно высокую форму, я взял крышку от аэрозольного баллончика, и просто поместить острой стороной смазанные тем же кремом образцы пуль сверху в застывающий гипс — всё, форма готова.
Для отливки таких пуль необходимо вставить в форму «закладную» из сталистой проволоки, смазанную обычным туалетным мылом, и сверху залить свинец. Собственно и всё.
Закладная извлекается из пули, оставляя отверстие для лески.
Плюсы и минусы самостоятельного изготовления грузил
Самый главный плюс – это низкая стоимость получающихся грузил. Также немаловажно и то, что всегда можно отлить недостающие веса в течении 10-15 минут при наличии готовых форм. Я достаточно часто это практикую, перед самой рыбалкой быстро отливаю десяток грузиков, если необходимо.
Еще один плюс в копилку этих самоделок это то, что ты сам можешь подобрать под свои условия ловли особенную форму и вес грузила, оснащать какой-либо фурнитурой, «поиграть» диаметром и размером петелек и т.п. Также, это и довольно увлекательное и обучающее занятие по физике и химии для ваших детей! Дети с удовольствием включаются в процесс, даже из-за одного этого стоит попробовать самостоятельно изготовить форму и отлить грузы!
Теперь про минусы: самый главный, как я уже и упоминал, это недолговечность формы. Можно добавлять в гипс усиливающие присадки, такие как известь и другие, но кардинально ситуацию это не поменяет. Также одним из минусов данного способа является некоторое количество облоя на готовых грузилах, это что касается разборных форм. Форма для «пули» с отверстием — самый удачный вариант и в плане долговечности и простоты изготовления формы, и в плане отливки самих грузил. Форму под пули 105% рекомендую изготовить! Так же к минусам отнесу и трудности маркировки таких грузов. Маркировать граммовку приходится вручную.
В целом, изготовление таких грузил не требует ни специального оборудования, ни каких-либо особых знаний и умений, всё предельно просто!
На этом, пожалуй, всё, если есть вопросы пишите в комментариях, с удовольствием отвечу;)
Самодельная форма для отливки скользящих грузил
Здравствуйте, уважаемые читатели и самоделкины, а также любители и профессионалы рыбной ловли!В данной статье, автор YouTube канала «Folk Сraft» расскажет Вам, как он изготовил форму для отливки свинцовых грузил в домашних условиях.
Самоделка весьма проста в изготовлении, и для нее не потребуется сложных станков.
Материалы.
— Алюминиевая пластина 12 мм толщиной
— Барашковые винты
— Стальной пруток
— Болтики.
Инструменты, использованные автором.
— Болгарка
— Дремель
— Шуруповерт
— Сверла, пассатижи, кусачки
— Метчик.
Процесс изготовления.
Для начала автор нарезал из алюминиевой пластины толщиной 12 мм несколько заготовок. Четыре прутка и две пластины. Разметил и высверлил на торцах отверстия для винтов.
В отверстии основных пластин нарезал резьбу.
Затем раззенковал отверстие для того, чтобы винты закручивались в потай.
Далее высверлил отверстия в основных пластинах, через них они будут крепиться друг к другу.
Теперь нанес разметку будущих литников, и литьевых полостей.
Нарезал во второй пластине резьбу и соединил их при помощи барашкового винта.
Соединив верхнюю и нижнюю пластины между собой высверлил отверстия для штифтов диаметром 6 мм.
Под сам литник просверлил отверстие диаметром 10 мм.


Теперь стянул между собой основные пластины, и просверлил литьевые полости диаметром 12 мм.
Теперь почти все готово к сборке.


Остается только просверлить гравировальной машинкой литьевой канал, и установить штифты. Для того, чтобы их было легко извлекать их стоит смазать хозяйственным мылом.
Заливку свинца автор рекомендует делать в хорошо разогретую форму.

После застывания металла нужно сначала вытащить штифты из формы.


Далее просто извлечь готовые грузики, и обкусить литники.
Размеры готовых изделий 45 мм Х 12 мм и вес 47 грамм.
Также автор изготовил еще одну форму для более крупных грузиков.
Схема точно такая же, но штифты намного большего размера, и они изготовлены из титана.
После заливки их нужно привести в порядок.
Для извлечения штифта из трубки заготовку нужно слегка обстучать молотком или киянкой.
Длина у грузика остается такой же, а вот вес и диаметр уже больше.
Спасибо автору за простое, но полезное приспособление для литья свинца!
Всем хорошего настроения, удачи, и интересных идей!
Авторское видео можно найти здесь.
Источник (Source) Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Пресс-форма для литья свинца
Пресс-форма для литья свинца
БЫСТРЫЙ ЗАКАЗ
Процесс производства пресс-форм — дорогостоящее и трудоемкое занятие, которое включает проектирование и само изготовление пресс-форм.
В процессе изготовления пресс-форм применяется инструментальная сталь в зависимости от того из какого материала изготавливается заготовка и от требований, предъявляемых к конструкции. Кроме того может использоваться немецкая сталь, дающая возможность производить формы для литья с высокой стойкостью и по низкой цене.
Процесс производства включает несколько этапов и в зависимости от сложности занимается от 2 до 12 недель.
Этапы производства:
1) Анализ технического задания
Заказчик передает техническое задание на пресс-форму. Техническое задание должно содержать: необходимые условия для эксплуатации, материал, объем литья изделий и другие требования. Учитвая эти требования наши инженеры рассчитаеют оптимальные параметры формы.

2) Чертеж изделия
Заказчику необходимо предоставить чертеж изделия либо образец, который нужно отлить, Заказчик предоставляет чертеж изделия либо образец отливки, для которого нужно изготовить пресс-форму.
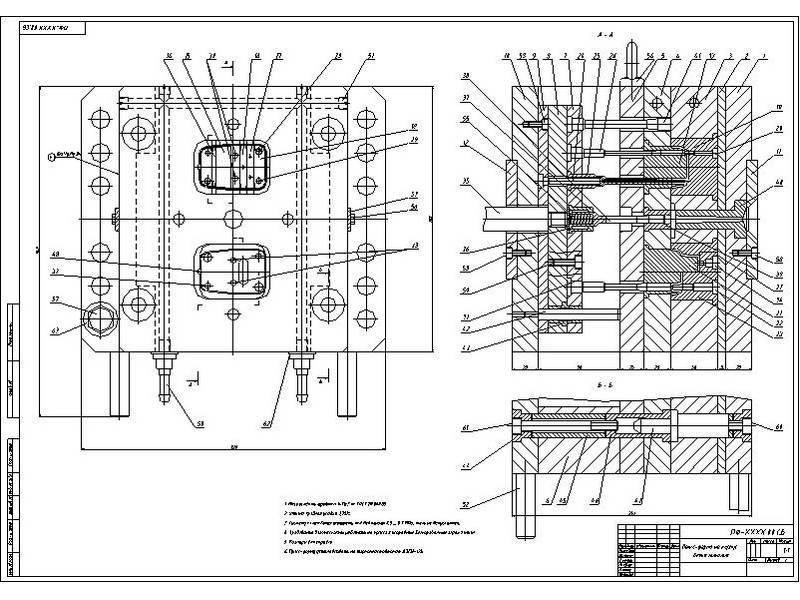
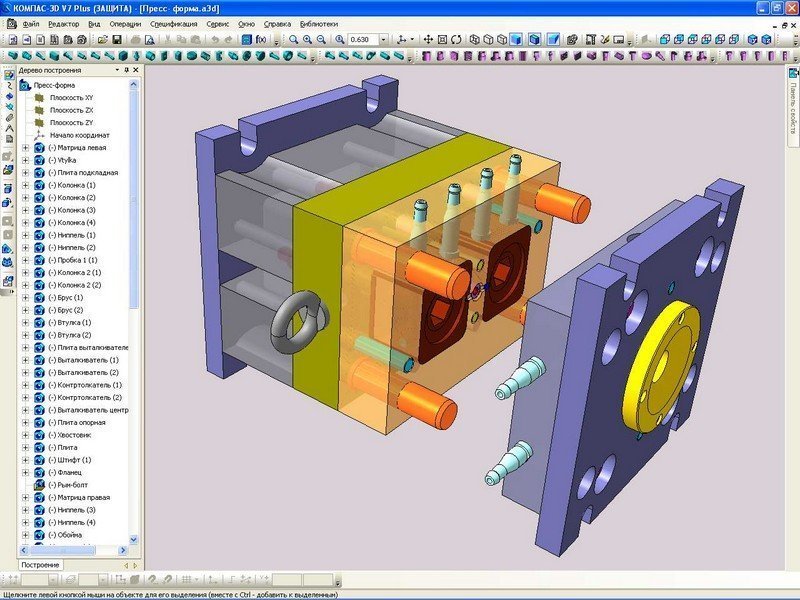
3) Создание 3D-модели и конструкторской документации
Во время этого этапа проектируется 3D-моделя изделия, наглядно показывающая внешний вид необходимого изделия, которое будет получено на выходе. Также наша компания разрабатывает для вас конструкторскую документацию.
4) Тестирование образца и пресс-формы
Заказчик получает образец изделий, полученного с помощью требуемой пресс-формы. Вы выдаете свои замечания и если это необходимо мы дорабатываем форму.

5) Изготовление нужного количества пресс-форм
Мы изготавливаем требуемое количество пресс-форм, которое указано в техническом задании.

Наши преимущества:
 |
Собственное производство В распоряжении собственное оборудование и штат из 5 инженеров |
|
|
Высокая скорость выполнения заказов Мы осуществляем полный технологический цикл включая создание мастер модели и отливок внутри своей компании. |
|
|
Разумные цены Мы не отдаем работу подрядчикам, а выполняем ее сами. За счет этого мы предлагаем конкурентные цены |
|
|
Достойное качество продукции Все наши инженеры прошли обучение и сертифицированы. Это гарантирует отсутствие брака в вашей продукции |
Для определения стоимости и сроков производства пресс-форм направьте ваш запрос через форму или на почту:
В запрос нужно включить следующую информацию:
1. Фотография объекта
2. Размеры объекта (длина, ширина, высота в мм)
3. Любую необходимую дополнительную инфомарцию
Наше оборудование:
Наше производство
Пресс-форма для литья свинца
Формы необходимы, чтобы изготавливать из свинца изделия наливным методом. Пресс-форма для литья свинца выполнена с учетом особенностей технологического процесса, учитывается усадка при остывании и обязательно есть выпары для выхода лишнего воздуха из формы при заливке. Заказать такие формы вы можете теперь на нашем сайте.
Выбирать необходимую пресс-форму для литья свинца нужно, опираясь на объем материала, размер деталей, количество грузов в форме. На основании этих показателей можно подобрать оптимальный вариант для выполнения технологического процесса.
Магазин реализует большое количество самых разных форм для работы с разными материалами, поэтому здесь вы сможете найти необходимое, независимо от сферы вашей работы. У нас также есть алюминиевые пресс-формы и пресс-формы для отлива пуль разного диаметра.
Все изделия характеризуются высоким качеством, отличным исполнением и долговечностью. Мы делаем закупки только у проверенных производителей, работая с ними напрямую. Это позволяет устанавливать максимально низкие цены на товары. Перед продажей сотрудники магазина лично проверяют качество изготовления каждого изделия. Мы предлагаем только лучшие товары!
Владислав Зиновьев
«Мы долго искали подходящего поставщика. Не ожидал, что можно так оперативно купить 3д принтер и расходные материалы к нему в Санкт-Петербурге. Долго думали между DWS X FAB и Picaso Designer X PRO»

Вадим Евсеев
«Менеджеры не пытаются продать то, что вам не нужно. Вам подбирают модели по вашим задачам, материал подходящий. Мы это ценим, будем сотрудничать дальше.»

Вероника Захарова
«С магазином Top 3D Shop наша компания знакома уже давно. Сама техника отличная, работает не один год, расходники тоже самого высокого качества. Вежливость сотрудников и профессионализм, это так же присутствует в работниках этого магазина.»

Пётр Нестеров
«Очень помог с доставкой при моём сложном графике менеджер Свириденко Илья. Доставили всё нам прямо в офис, прямо на мое рабочее место, вовремя и без малейших нервов. Однозначно буду работать с Вами в дальнейшем!»

Леонид Беляков
«Ранее заказывал 3d принтер, проработал уже несколько месяцев, нареканий никаких, функционирует на отлично, помогает выполнять заказы вовремя. Сейчас, в очередной раз, заказал пластик, качество хорошее, подходит для модели моего принтера. Думаем над покупкой второго.»

Филипп Ермаков
«Спасибо большое! Очень хорошее качество товара, вежливые и профессиональные сотрудники и конечно оперативность на высшем уровне! Мы довольны, будем продолжать сотрудничать.»
Ростислав Цветков
«Покупаю второй раз материал для 3D печати. Качеством доволен во всех направлениях. Уверен что и третий раз сюда обращусь! Полный комплект документов сразу, чтобы взять оборудование на баланс, всё круто. Молодцы.»

Владислав Юдин
«Обратная связь налажена и менеджеры имеют возможность консультировать по телефону сразу в режиме онлайн. Без них я вряд ли смог бы сделать достойный выбор. Подобрали оборудование по заявленным характеристикам очень быстро. Ближе к концу года будем брать еще.»

София Костюк
«Давно слышал от бизнес-коллег об этом интеграторе. Весьма удивило, что все цены, которые указаны на сайте, являются реальными и соответствуют действительности. Начали закупки, всё устраивает.»
Яков Рожков
«Менеджер отреагировал мгновенно на заявку, отвечает на любые вопросы грамотно, посылку отправили на следующий день! Будем покупать еще и расширять парк техники.»
Пресс-формы для литья свинца— Купить пресс-формы для литья под давлением, пресс-формы для литья под давлением, пресс-формы для медного литья на Alibaba.com
Свинцовые литейные формы
| Название продукта | Форма для литья под давлением | |||
| Используемый материал | Япония SKD-61, h23 | |||
| Диапазон веса продукта | 0,012-12 кг | |||
| 600 * 600 * 200 мм | ||||
Продукт Название процесса | 1 | Контроль входящего материала | 7 | Очистка |
| 2 | 80009 Материал | Обработка поверхности | ||
| 3 | Литье под давлением | 9 | 100% контроль | |
| 4 | Удаление заусенцев | 10 | Упаковка | |
| 5 | Обработка | 11 Обработка | 11 доставка | |
| 6 | Tour-i nspection | 12 | Поставка | |
| Чертеж | Предоставляется заказчиком, или дизайн в соответствии с образцом или заказчиком предоставляется вашим идеалом. | |||
| Формат сверления | Pro / E, AutoCAD, SOLIDWORK, CAD, STP, IGES и т. Д. | |||
| Mold | Самостоятельное проектирование и производство | |||
Упаковка и доставка
Пузырьковый мешок + картон + картонная коробка K = K + поддон
Наши услуги
Предпродажное обслуживание
1).Ответить в течение 24 часов
2). Мы предлагаем консультацию инженера по вашему проекту для улучшения производства и экономии затрат
Послепродажное обслуживание
Мы ожидаем, что наши клиенты станут нашими долгосрочными партнерами, исходя из того, что мы не Мы обеспечиваем только техническую поддержку, но еще и потому, что мы обеспечиваем отличное и качественное послепродажное обслуживание. Мы гарантируем, что наше качество соответствует подтвержденному образцу. Если разница в качестве с подтвержденным образцом, мы решим проблему для нашего клиента или компенсируем ее.
Список испытательного оборудования
Сертификат
Контактная информация
Какие материалы могут быть предоставлены?
1) Материалы продукта: в основном алюминиевый сплав. Но мы также можем предоставить другие материалы. Такие как сплав цинка, железо, нержавеющая сталь, пластик. Потому что мы хорошо с ними знакомы и предлагаем вам лучший сервис.
2) Материалы пресс-формы: в основном SKD61, h23
В чем преимущество вашего завода по сравнению с другими производственными предприятиями в Китае?
У нас есть сильная форма и отдел контроля качества, который может контролировать продукцию в соответствии с вашими строгими требованиями.Мы контролируем качество ISO9001: 2008. В основном предоставляет отличные индивидуальные услуги OEM / ODM, отличные отгрузочные документы по запросу клиентов.
Пластиковые формы для литья под свинец, сделанные в Китае
Пластиковые свинцовые литейные формы, сделанные в Китае
Описание продукта
| Название продукта | Пластиковые свинцовые литейные формы, сделанные в Китае | |
| Материалы | ADC12, A356, A380 | |
| 10-1000 г | ||
| Применение | Свинцовые литейные формы Литье под давлением на улице Легкое литье под давлением | |
| Процесс | Литье под давлением + дегатирование + полировка + пассивация + обработка поверхности | |
| Обработка поверхности | Порошок Покрытие / покраска / пассивация | |
| Услуги | OEM / ODM |
Наши преимущества
ПРОФЕССИОНАЛЬНЫЙ
Двадцать лет опыта в производстве металлических изделий
400+ КОМАНДА
400+
Инструмент g, менеджер по управлению проектами и закупкам для обеспечения успешного выполнения новых проектов
ODM и OEM
Сильная инженерная поддержка в инструментальной оснастке и производственном процессе
СЕРВИС
Литье под давлением алюминия / магния / замака
Обработка с ЧПУ
Услуги быстрого прототипирования
FAQ
Q1.Где находится ваша компания / завод?
A: Дунгуань провинции Гуандун.
2 кв. Условия оплаты.
A: — Форма: T / T 50% предоплата, остаток будет выплачен после утверждения формы и образца.
— Продукты: T / T или B / L
Как минимум 30% предоплата, 70% до доставки или 70% после получения копии B / L.
3 кв.Плесень и время выполнения продукта?
A: — M Время выполнения заказа составляет 30-45 дней , а время выполнения образца 7-15 дней .
— P время выполнения заказа составляет 20-45 дней .
4 кв. Упаковка
A: — Стандартная упаковка в пузырчатый мешок, затем в картонную коробку, по специальному запросу будет сделана переписка.
,Рекламные индивидуальные формы для литья свинца
Описание продукта
Основная информация:
| Марка | Moldie |
| Основание пресс-формы | LKM C50 + P20 для AB, чугуна и т. Д. |
| Вставки (полость и сердечник) | Dievar, h23, 8407, 1.2344 или требуемый материал |
| Стандартный | HASCO, DME, MISUMI, PUNCH и т. д. |
| Материал продукта | ADC12, ADC14, A360, A380, AlSi9Cu3 и т. Д. |
| Обработка пресс-форм | Термическая обработка> HRC45 |
| Поверхность продукта | Пескоструйная обработка, порошковое покрытие, окраска, анодирование и т. Д. |
| Форма и цвет | Может быть разработан в соответствии с в соответствии с вашими потребностями |
| Процесс | Литье под высоким давлением |
| Сертифицировано | ISO 9001: 2015 Сертифицировано |
Торговая информация:
| MOQ | 1 комплект |
| Срок изготовления формы | Образец T1, около 3-10 недель, в соответствии с требованиями формы |
| Срок изготовления | 2-5 недель, согласно заказу Кол-во |
| Срок оплаты пресс-формы | 50% T / T депозита с ЗП, остаток 50% T / T после утверждения образца |
| Срок оплаты продукции | 30% T / T депозит с заказом на покупку, баланс 70% T / T перед отгрузкой |
| Порт погрузки | Порт Нинбо или Шанхай |
Фотографии наших деталей для литья под давлением:
Наши услуги
MOLDIE предоставляет услуги по проектированию деталей, изготовлению прототипов, проектированию пресс-форм, производству пресс-форм, массовому производству и сборке на дому.Мы сотрудничаем со многими клиентами по всему миру и хорошо разбираемся в индустрии пресс-форм, наш опыт варьируется от простого дизайна до сложных технических деталей.
.индивидуальных пресс-форм для литья свинца — купите пресс-формы для литья свинца, индивидуальный инструмент для изготовления пресс-форм, индивидуальный продукт для прогрессивных штампов на Alibaba.com
Индивидуальные пресс-формы для литья свинца
Каковы особенности наших индивидуальных пресс-форм для литья свинца?
- Обладая более чем 28-летним опытом в области производственных технологий.
- Принять индивидуальный дизайн, иметь профессиональную производственную команду
- Через квалификационный сертификат ISO 9001: 2008
- 100% гарантия безусловного возврата или воспроизведения в случае проблем с качеством
- 100% прогрессивная матрица производится на собственном заводе.Все машины доступны на заводе.
- 5 опытных инженеров используют Solidworks для проектирования и изготовления штампов.
- Быстрая доставка
Каковы характерные преимущества использования процесса прогрессивной штамповки?
- Возможность одновременного использования нескольких операций резания и / или формовки
- Отличная пригодность для быстрого производства компонентов
- Возможность изготовления двух или более деталей за один ход пресса
- Быстрая установка
- Возможность контролировать расположение деталей на протяжении всего процесса штамповки
- Способность поддерживать постоянно строгие допуски
- Высокое усилие при прессе
Что представляет собой наша компания?
1.Вы фабрика или торговая компания?Мы на заводе 28 лет, наша цена конкурентоспособна.Добро пожаловать на наш завод.
2. Как насчет контроля качества?
Вся продукция будет 100% проверена перед отправкой.
3. Как получить образец?
Бесплатный образец, вы можете получить его из нашего офиса экспресс-доставкой или заплатить экспресс-сбор, чтобы мы отправили вам.
4. Какая у вас гарантия?
В течение 90 дней после отгрузки, если проблема с качеством, мы решим ее хорошо или примем возврат товара и вернем вам деньги..